石墨電極生產(chǎn)工藝剖析

捏壓的操作
涼料:圓盤涼料、圓筒涼料、混捏式?jīng)隽系确椒?/p>
排出揮發(fā)份、下降至適合溫度(90-120℃)添加粘結(jié)力,使糊料塊度均勻利于成型20-30 min
裝料:壓機(jī)升擋板----分2-3次下料----4-10MPa壓實(shí)
預(yù)壓:壓力20-25MPa,時(shí)刻3-5min,同時(shí)抽真空
揉捏:壓機(jī)降擋板----5-15MPa揉捏----剪切----翻入冷卻水槽
捏壓的技術(shù)參數(shù):壓縮比、壓機(jī)料室及嘴型溫度、涼料溫度、預(yù)壓壓力時(shí)刻、揉捏壓力、揉捏速度、冷卻水溫度
生坯的檢查:體積密度、外觀敲擊、分析
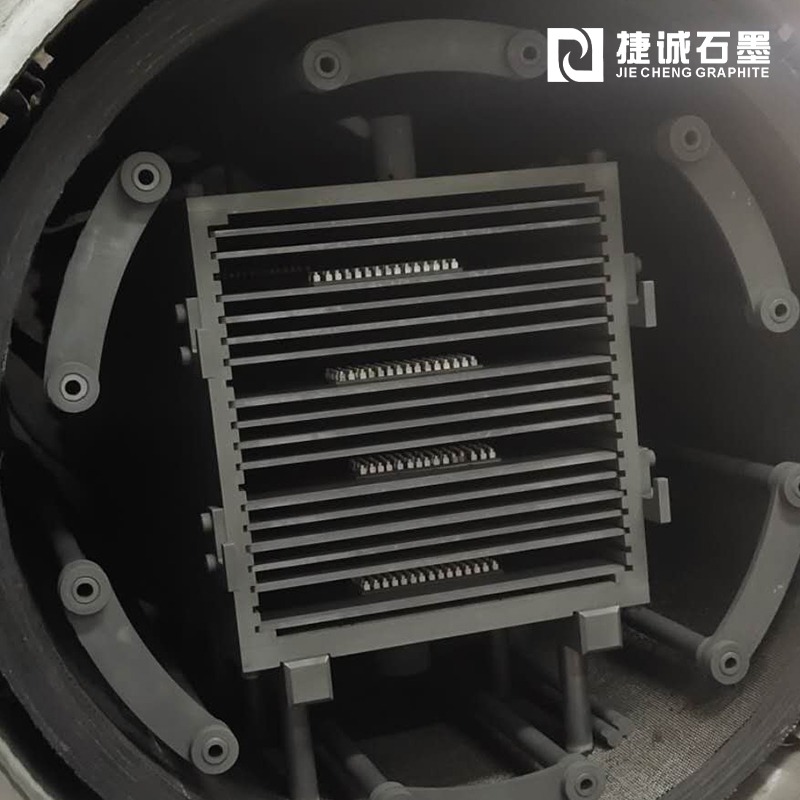
焙燒:是炭制品生坯在填充料保護(hù)下、裝入專門設(shè)計(jì)的加熱爐內(nèi)進(jìn)行高溫?zé)崽幚? 使生坯中的煤瀝青炭化的工藝進(jìn)程。煤瀝青炭化后構(gòu)成的瀝青焦將炭質(zhì)骨料和粉料顆粒固結(jié)在一起, 焙燒后的炭制品具有較高的機(jī)械強(qiáng)度、較低的電阻率、較好的熱穩(wěn)定性和化學(xué)穩(wěn)定性。
焙燒是炭素制品出產(chǎn)的主要工序之一, 也是石墨電極出產(chǎn)三大熱處理進(jìn)程中的重要一環(huán), 焙燒出產(chǎn)周期較長(zhǎng)(一焙22-30天,二焙依爐型5-20天), 并且能耗較高。生坯焙燒的質(zhì)量對(duì)成品質(zhì)量和出產(chǎn)成本都有一定影響。
生坯內(nèi)煤瀝青在焙燒進(jìn)程中焦化,排出10%左右的揮發(fā)份,同時(shí)體積產(chǎn)生2-3%的收縮,質(zhì)量丟失8-10%。炭坯的理化性能也發(fā)生了顯著變化,由于氣孔率添加體積密度由1.70g/cm3降為1.60g/cm3,電阻率10000μΩ.m左右降至40-50μΩ.m,焙燒坯的機(jī)械強(qiáng)度也大為提高。
二次焙燒是焙燒品浸漬后進(jìn)行再次焙燒,使浸入焙燒品孔隙中的瀝青炭化的工藝進(jìn)程。出產(chǎn)體積密度要求較高的電極(除RP以外的所有品種)和接頭坯料需進(jìn)行二焙,接頭坯料還需進(jìn)行三浸四焙或二浸三焙。
焙燒曲線及最高溫度:
一次焙燒----320、360、422、480小時(shí),1250 ℃
二次焙燒----125、240 、280 小時(shí),700-800 ℃
焙燒品的檢查:外觀敲擊、電阻率、體積密度、抗壓強(qiáng)度、內(nèi)部結(jié)構(gòu)分析


最新文章推薦