焙燒石墨電極表面填充料的結焦原因及減輕措施
2024年04月28日
次瀏覽
石墨電極
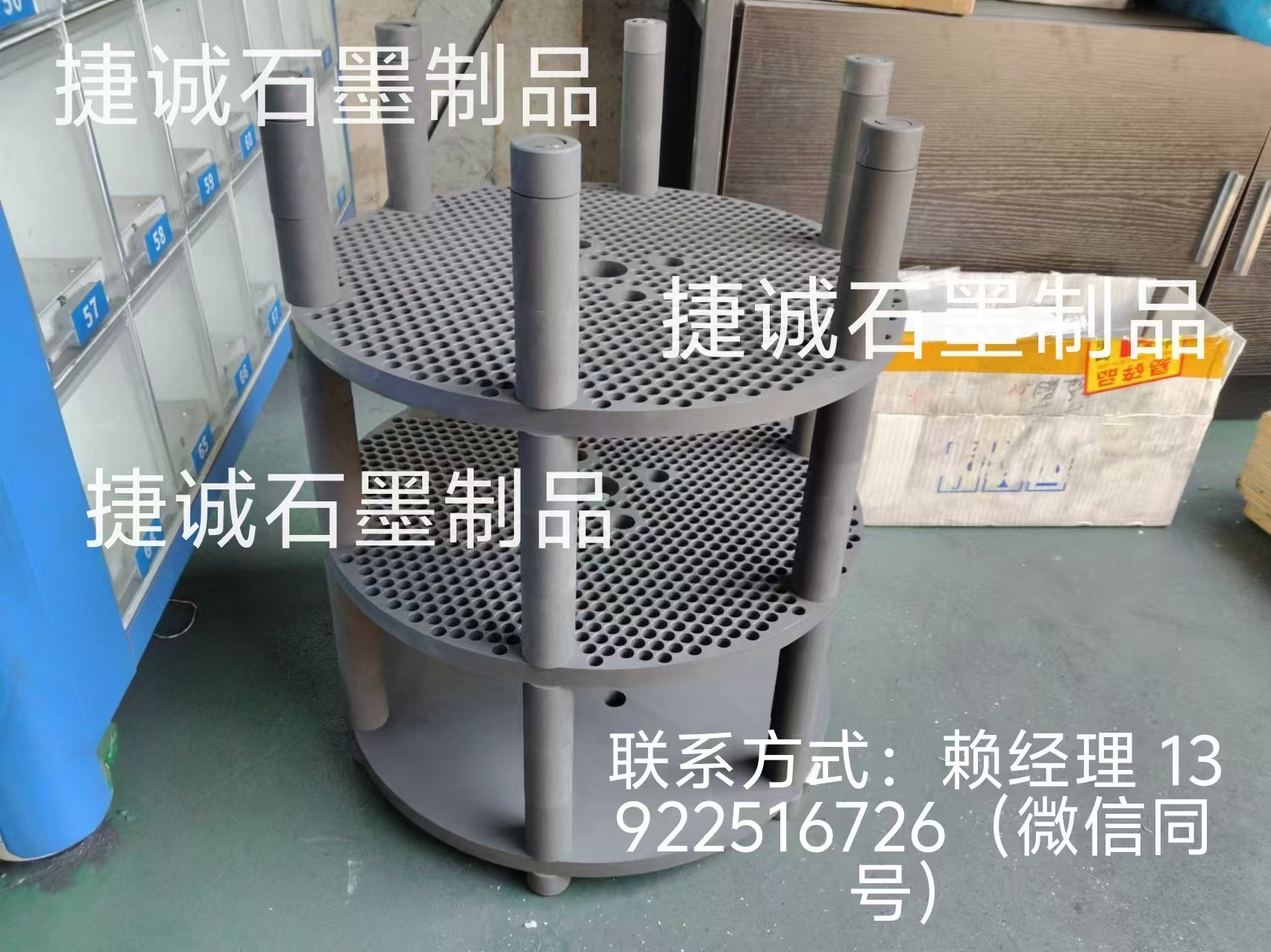
研究資料標明,焙燒石墨電極外表結焦進程也很復雜,在100~250℃溫度區(qū)間,填充料顆粒壓入呈軟化狀態(tài)的生坯外表。在250~300℃時,由于部分粘結劑被排擠到生坯外表,增加了對填充料的粘附效果。溫度高于300℃后,生坯外表粘結劑在分解縮聚的同時開始半焦化,并將粘附上的填充料焦結在焙燒石墨電極外表焙燒品外表的結焦程度和生坯的粘結劑含量有關,結劑含量較多,生坯的塑性較大,結焦嚴峻。此外填充料粒度越小不等軸性越大,結焦越嚴峻。選用軟化點較高的煤瀝青為粘結劑,在相同焙燒條件下,結焦程度較輕。
生坯糊猜中粘結劑含量與結焦程度的實驗結果。結焦程度還和焙燒石墨電極升溫曲線有關,在焙燒生產進程中觀察到,填充料的結焦程度隨著焙燒初期升溫階段(250℃曾經)的升溫速度加速而顯著下降,這是因為生坯在快速升溫時的相對脹大量下降,排擠到生坯外表的粘結劑量削減,因而填充料在生坯外表的粘附效果減輕。裝爐前,在生坯外表涂抹一層防護料(如天然石墨粉與耐火粘土混合的泥漿),能下降填充料對生坯外表的粘附效果,減輕結焦程度。因而,焙燒電極的外表結焦現象是難以完全避免的,可是通過選擇填充料的種類和顆粒度、最佳的糊料粘結劑含量、外表涂抹防護材料和選用適宜的焙燒石墨電極升溫曲線可以減輕結焦現象。

石墨烯電池技術解答掃一掃

聯系電話: 13602898588

最新文章推薦







金屬石墨纏繞墊片與石墨墊片各有什么特征

金屬石墨纏繞墊片與石墨墊片各有什么特征