石墨模具淬火時有哪些難題?
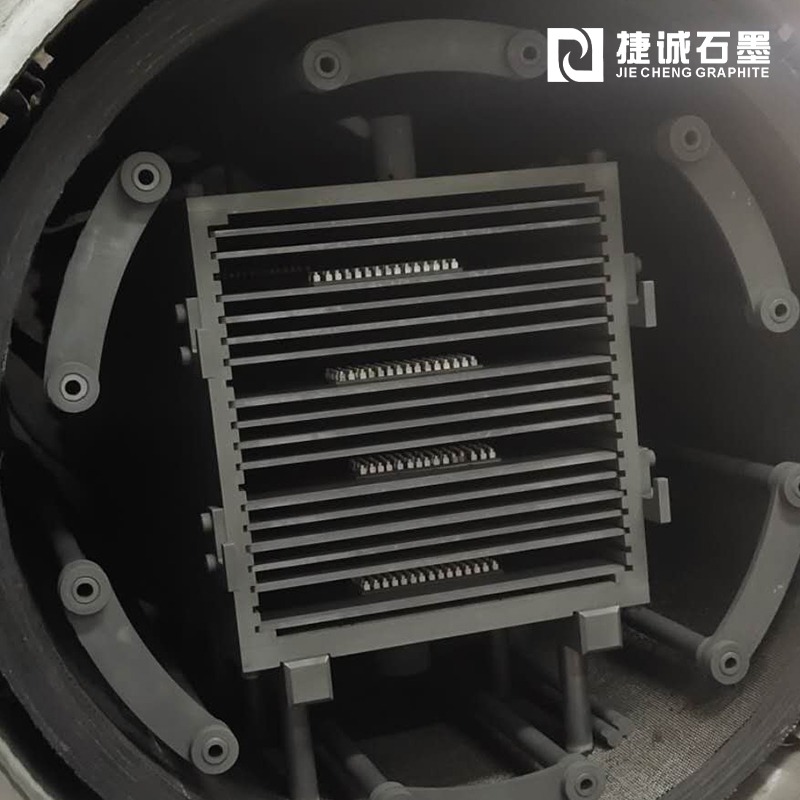
近年來,石墨模具以其高品質(zhì)的特點不斷沖擊模殼銷售市場,成為機械加工行業(yè)的新寵。接下來,石墨制品廠家就來給大家講講石墨模具熱處理過程中的缺點和預(yù)防方法。
1.石墨模具在淬火后很堅固。
石墨模具淬火后具有很強的機制,會嚴重危及石墨模具的物理性能,并可能導(dǎo)致石墨模具在使用時開裂,嚴重危及石墨模具的使用壽命。
(1)原因
1)石墨模具不銹鋼板混淆,不銹鋼板淬火溫度遠低于規(guī)定的石墨模具原材料(如GCr15鋼視為3Cr2W8V鋼)。
2)石墨模具鋼淬火前球化不徹底,球化機制差。
3)石墨模具淬火溫度過高或保溫時間過長。
4)石墨模具在爐內(nèi)放置不合理,容易造成電極或發(fā)熱元件附近區(qū)域過熱。
5)對于截面變化較大的石墨模具,淬火加熱工藝主要參數(shù)選擇不合理,導(dǎo)致薄截面和斜角處過熱。
(2)預(yù)防措施
1)不銹鋼板在入庫前應(yīng)嚴格檢驗,堅決杜絕不銹鋼板的無序堆放。
2)石墨模具淬火前,應(yīng)進行適當(dāng)?shù)腻懺旌颓蚧嘶穑员WC良好的球化機制。
3)合理制定石墨模具淬火加熱工藝標準,嚴格控制淬火加熱溫度和保溫時間。
4)按時檢查和校準紅外測溫儀,確保儀表板工作正常。
5)石墨模具在爐內(nèi)加熱時,應(yīng)與電極或加熱元件保持適當(dāng)?shù)木嚯x。
2.石墨模具表面有軟點。
石墨模具熱處理后表面有軟點,會危及石墨模具的耐磨性,降低石墨模具的使用壽命。
(1)原因
1)熱處理前,石墨模具表面有氧化皮、鐵銹和局部滲碳。
2)石墨模具淬火加熱后,制冷淬火物質(zhì)選擇不合理,淬火物質(zhì)殘留過多或脆化。
(2)預(yù)防措施
1)石墨模具熱處理工藝前,應(yīng)去除氧化皮和鐵銹,淬火加熱時應(yīng)適當(dāng)維護石墨模具表面,加熱時應(yīng)盡量選用真空電爐、鹽浴爐和維護氣氛爐。
2)石墨模具淬火加熱后冷卻時,應(yīng)選擇合適的制冷物質(zhì),長期使用的制冷物質(zhì)應(yīng)經(jīng)常超量考慮,或按時拆除更換。
3.熱處理前石墨模具的機械性能不好。
石墨模具最終的球化機制粗大、不均勻、不完善,機制有網(wǎng)狀結(jié)構(gòu)、條狀和鏈狀滲碳體,淬火后容易造成石墨模具裂紋,導(dǎo)致石墨模具損壞。
(1)原因
1)石墨模具鋼原材料的初始機制存在嚴重的滲碳體收縮。
2)鑄造工藝不良,如加熱溫度高、變形小、停鍛溫度高、鍛后冷卻速度慢等。,使鍛造機制強,并具有網(wǎng)狀結(jié)構(gòu),條狀和鏈狀滲碳體,在球化退火時不能去除。
3)球化退火工藝不良,如淬火溫度過高或過低,等溫退火時間過短,都會導(dǎo)致球化退火機制不均勻或球化不良。
(2)預(yù)防措施
1)一般應(yīng)根據(jù)石墨模具的工作標準、生產(chǎn)的大批量和原材料本身的韌化特性,盡可能選擇質(zhì)量好的石墨模具鋼原材料。
2)改進鑄造工藝或選擇淬火準備熱處理工藝,去除網(wǎng)狀結(jié)構(gòu)和原料中鏈狀滲碳體和滲碳體的不對稱性。
3)對于滲碳體收縮嚴重?zé)o法鍛造的高碳鋼石墨模具鋼,可以進行熱處理和回火,優(yōu)化熱處理工藝。
4)為煅燒后的模具毛坯制定合適的球化退火工藝標準,可選擇熱處理工藝和快速均勻化球化退火。
5)有效裝料,保證爐芯模坯的溫度均勻性。
Gaochunshimo.com產(chǎn)品(20)。使用jpeg文件交換格式存儲的編碼圖像文件擴展名
4.石墨模具淬火裂紋。
石墨模具淬火后開裂是石墨模具熱處理全過程中的一大短板,會損壞生產(chǎn)出來的石墨模具,對制造業(yè)和經(jīng)濟發(fā)展造成極大的損害。
(1)原因
1)石墨模具的原材料有嚴重的網(wǎng)狀滲碳體收縮。
2)石墨模具包含機械加工或冷成型的可變地應(yīng)力。
3)石墨模具熱處理工藝實際操作不合理(加熱或冷卻過快,淬火冷卻物質(zhì)選擇不合理,冷卻溫度過低,冷卻時間過長等。).
4)石墨模具外形復(fù)雜,厚度不均勻,有斜角和螺紋孔,使機構(gòu)內(nèi)應(yīng)力和原地應(yīng)力過大。
5)石墨模具淬火加熱溫度過高導(dǎo)致超溫或過燒。
6)石墨模具淬火后未立即淬火或淬火保溫時間不夠。
7)石墨模具淬火加熱維護時,中間不淬火,再次加熱淬火。
8)石墨模具的熱處理工藝和切割工藝不合理。
9)石墨模具熱處理后的WEDM過程中,硬質(zhì)底層存在較高的拉深地應(yīng)力和顯微裂紋。
(2)預(yù)防措施
1)嚴格控制石墨模具原材料的基本質(zhì)量。
2)改進煅燒和球化退火工藝,去除網(wǎng)狀組織、條狀和鏈狀滲碳體,提高球化機制的對稱性。、
3)石墨模具經(jīng)機加工或冷成型后,應(yīng)進行去應(yīng)力淬火(600℃),然后加熱淬火。
4)對于外形復(fù)雜的石墨模具,應(yīng)使用石棉堵塞螺紋孔,捆綁危險截面和厚壁,并采用分級淬火或等溫淬火。
5)修復(fù)或翻新石墨模具時應(yīng)進行淬火或高溫淬火。
6)石墨模具淬火加熱時應(yīng)加熱,冷藏時應(yīng)淬火,并選擇合適的淬火物質(zhì)。
7)嚴格控制淬火加熱的溫度和時間,避免石墨模具超溫過燒。
8)石墨模具淬火后應(yīng)立即淬火,保溫時間要充分。高鋁合金復(fù)雜石墨模具應(yīng)淬火2-3次。
9)選擇合適的切割工藝和合適的砂輪。
10)改進石墨模具的WEDM加工工藝,進行原位應(yīng)力淬火。


最新文章推薦