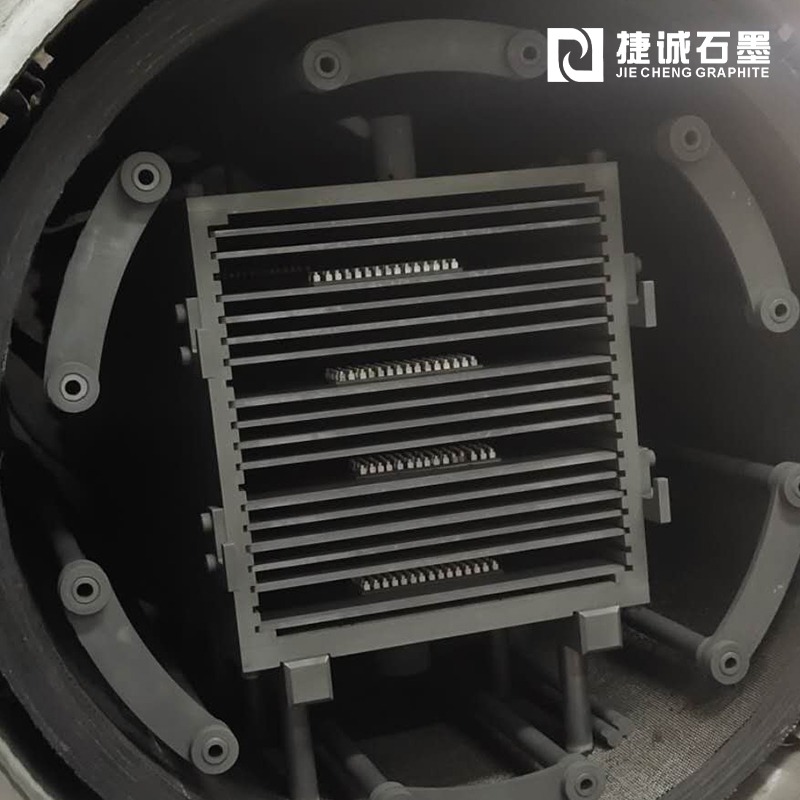
PLC全自動(dòng)擴(kuò)散焊是什么?
PLC全自動(dòng)擴(kuò)散焊是一種焊接辦法,在這種辦法中,焊件互相緊密連接,并在必定的溫度和壓力下保持一段時(shí)刻,從而使觸摸面之間的原子分散構(gòu)成連接。因?yàn)楹附右话阍诟邷丨h(huán)境下進(jìn)行,為了避免焊件在高溫下氧化,一般采用真空維護(hù),因此也稱(chēng)之為“真空擴(kuò)散焊”。
定義:
PLC全自動(dòng)擴(kuò)散焊接進(jìn)程在必定溫度和壓力下保持了一段時(shí)刻。影響擴(kuò)散焊接工藝和接頭質(zhì)量的主要因素是溫度、壓力、分散時(shí)刻和外表粗糙度。在必定范圍內(nèi),焊接溫度越高,原子分散越快。焊接溫度一般為資料熔點(diǎn)的0.5~0.8倍,最佳效果一般為0.7倍。根據(jù)焊接接頭的資料類(lèi)型和質(zhì)量,分散焊真空、維護(hù)氣體或溶劑條件下進(jìn)行分散焊接,真空分散焊接的使用最為廣泛,因?yàn)樵谡婵諚l件下,焊接界面上的氣體會(huì)被吸入真空。為了加快焊接進(jìn)程,降低焊接外表粗糙度的要求或避免焊接接頭中有害安排的發(fā)生,常常在焊接外表之間添加具有特定組分的中間層資料,厚度約為0.01mm。分散焊接壓力低,工件不發(fā)生微觀塑性變形,適用于焊后不再加工的精密零件。分散焊能夠與其他熱處理工藝相結(jié)合,如熱耗分散焊、粉末燒結(jié)分散焊和超塑成形分散焊。這些組合進(jìn)程不只大大提高了生產(chǎn)率,并且處理了單一進(jìn)程無(wú)法處理的問(wèn)題。例如,超音速飛機(jī)上的各種鈦合金元件都是由超塑性成形分散焊接而成的分散焊接接頭,適用于異種金屬、石墨和陶瓷、分散增強(qiáng)高溫合金、金屬基復(fù)合資料和多孔燒結(jié)資料等非金屬資料的焊接。分散焊接已廣泛用于制造反應(yīng)堆燃料元件、蜂窩板、靜電加速管、各種葉片、葉輪、沖壓模具、過(guò)濾管和電子元件。
PLC全自動(dòng)擴(kuò)散焊是一種焊接辦法,即將被焊接資料的焊接外表在必定的溫度和壓力下相互觸摸,經(jīng)過(guò)焊接外表發(fā)生的微塑性變形或微液相,擴(kuò)大被焊接外表的物理觸摸,使它們之間的間隔在(1~5)x10-8cm以?xún)?nèi)(這樣原子間的吸引力起作用,就能構(gòu)成金屬結(jié)合),然后原子之間持續(xù)分散并長(zhǎng)時(shí)刻相互浸透,實(shí)現(xiàn)冶金結(jié)合。
使用領(lǐng)域:
超音速飛機(jī)上的各種鈦合金部件都是用超塑性成形-分散焊接法制造的。
分散焊的接頭功能可與母材相同,特別適用于焊接異種金屬資料、石墨和陶瓷等非金屬資料、彌散強(qiáng)化高溫合金、金屬基復(fù)合資料和多孔燒結(jié)資料。
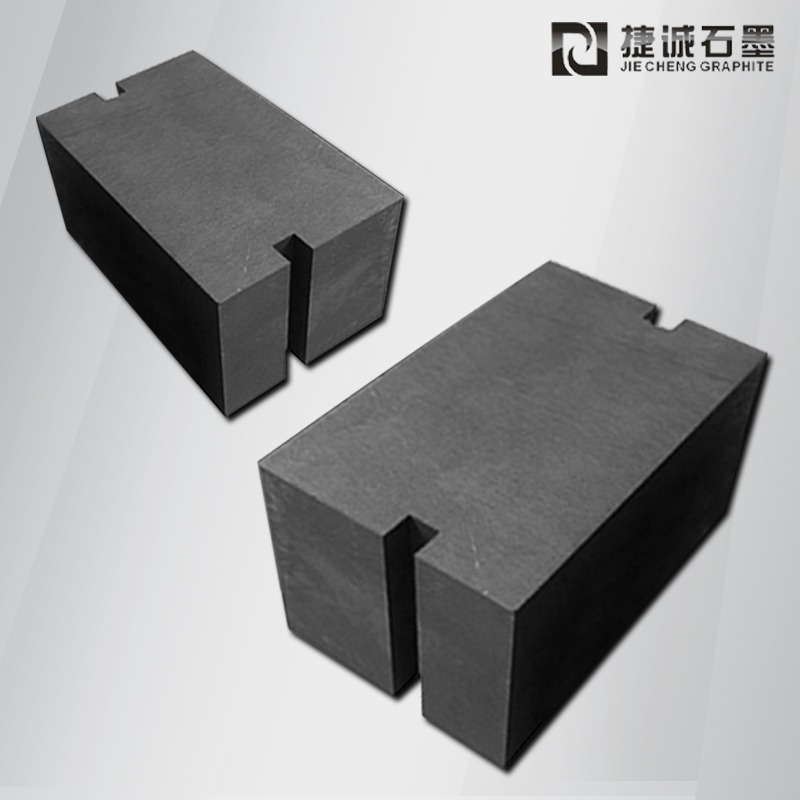
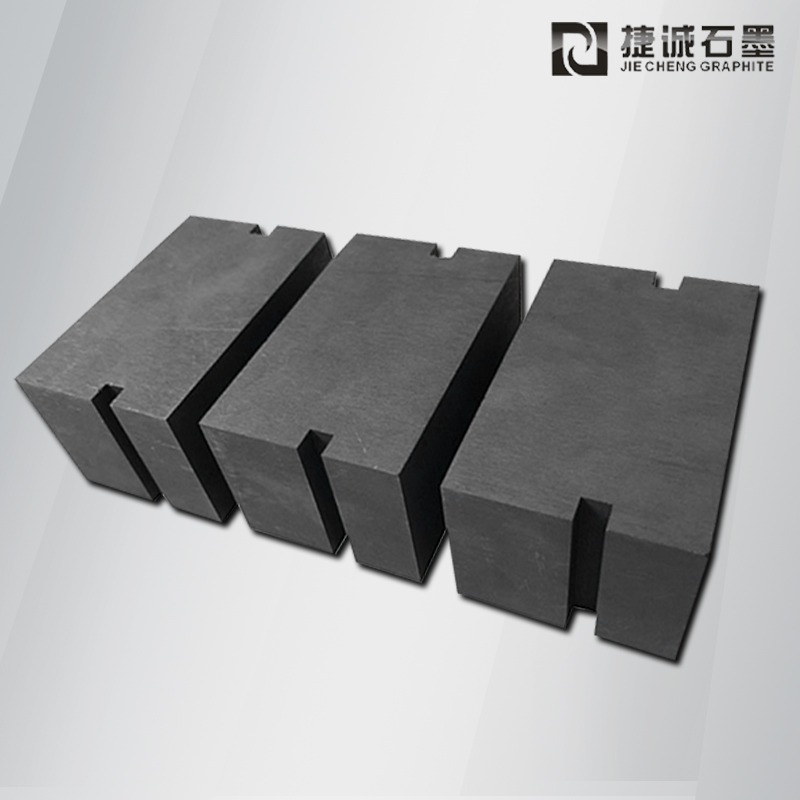
PLC全自動(dòng)擴(kuò)散焊石墨模具分散焊接已廣泛使用于反應(yīng)堆燃料元件、液壓泵耐磨件、鉆機(jī)油鞋零件、耐腐蝕件、蜂窩結(jié)構(gòu)板、靜電、葉輪、沖壓模具、過(guò)濾管和電子元件的制造中。


最新文章推薦