石墨舟如何維護?
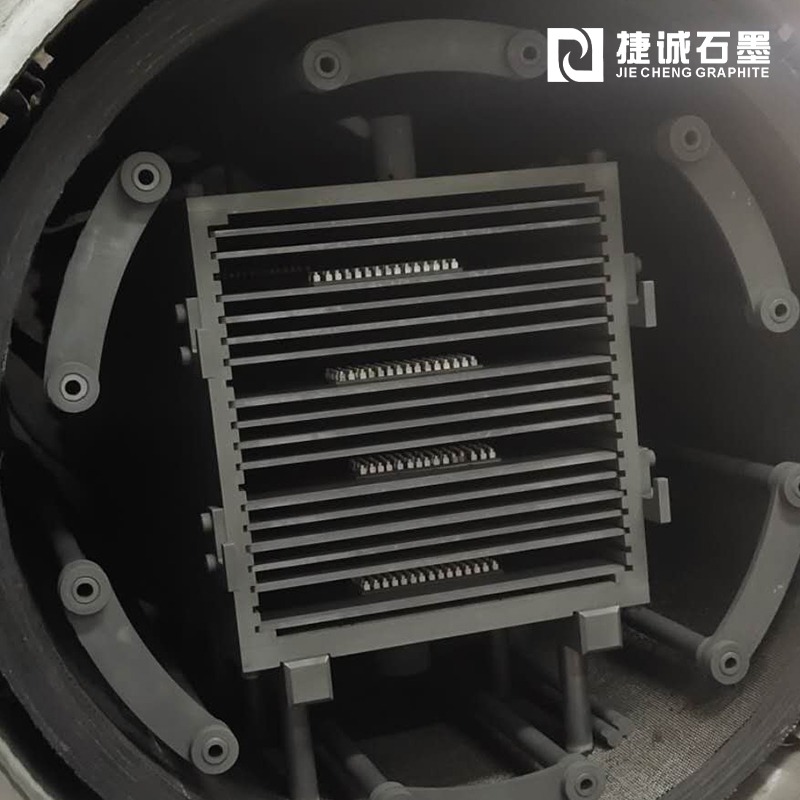
石墨舟便是石墨模具。石墨模具自身是一種載體,能夠把我們需求定位或定型的原材料和零部件一同放于石墨模具中高溫燒結成型。時刻久了,石墨舟也需求清洗和維護。下面東莞捷誠小編就為大家共享一下石墨舟的相關常識。
1.清洗前供認
石墨舟在運用過程中挨近100次時需求操作人員及時檢查鍍膜狀況,出現鍍膜失常,需求進行清洗供認。硅片在石墨舟內正常鍍膜顏色為藍色,片內出現非藍色、多種顏色或片與片間顏色差異較大,都為鍍膜失常,需求工藝供認失常原因。由工藝人員對舟的鍍膜狀況進行分析后,承認石墨舟是否需求清洗以及卡點是否需求替換,出產將需清洗的舟交由設備人員清洗。石墨舟承認需求清洗后,由設備、出產、工藝三方對石墨舟進行檢查,2.1.5石墨舟損壞后,由出產人員取出舟內全部的硅片,并運用CDA(壓縮空氣)對石墨舟內碎片進行整理,完畢后設備人員將其抬入現已配好必定份額HF溶液的酸槽中進行清洗。
2.石墨舟的清洗
翻開酸槽排水閥,待廢酸排盡,用水槍對酸槽進行沖刷。關上閥門,將石墨舟放進酸槽中,翻開進水閥門,往酸槽里放入純水直到水能夠吞沒石墨舟中止,關閉水閥。然后在酸槽參與HF酸(4瓶),把清洗機的窗戶關好,然后開始清洗(要在酸中浸泡6個小時左右)。清洗過程中戴好防酸堿手套,將石墨舟從酸槽中取出檢查是否清洗潔凈,假設到時刻還未洗潔凈,再繼續清洗,直到潔凈中止。清洗潔凈之后,放入水槽,用水槍沖刷后關上排水閥,放水,以水沒過舟為準,漂洗一般需2個小時。清洗完畢后,將石墨舟從水槽中取出,用氣槍吹掉外表顯著的水珠。將石墨舟抬入專用烘箱,關上烘箱門鎖緊;翻開電源開關—風機開關—升溫開關—報警開關;溫控表設定溫度80度。石墨舟在烘箱烘干6—8小時(通過測試石墨舟在烘箱烘干后與運用前的石墨舟無差別方可取出)。設定溫度20度,一般降溫半個小時烘箱里的石墨舟達到常溫,能夠取出。將石墨舟上的全部螺母扭緊并檢查石墨舟全部的陶瓷件,需求替換工藝點的石墨舟,取出后需求入修補間專用貨架等候修補。
3.石墨舟損壞處理方案
石墨舟舟片損壞:
A.石墨舟在頻頻重復運用清洗之后,不可避免出現老化龜裂,在按標準作業時發現舟片龜裂,應中止運用,由工藝設備承認后,入設備房修補替換,至修補好后能夠繼續運用。
B.石墨舟在運用中出現操作人員誤操作或機械臂開裂等原因構成的舟片損壞,需按要求填寫《事端陳述》,由工藝設備承認后,入設備房修補替換,修補好后能夠繼續運用。
石墨舟陶瓷件損壞:
A.石墨舟陶瓷件通過重復清洗、高溫工藝,時刻長后會出現開裂、開裂。在出產運用中出現開裂,當班設備需求及時替換,然后不影響出產。
B.在清洗后陶瓷件出現開裂,等候清洗完畢烘干,取出后對陶瓷件進行替換。


最新文章推薦