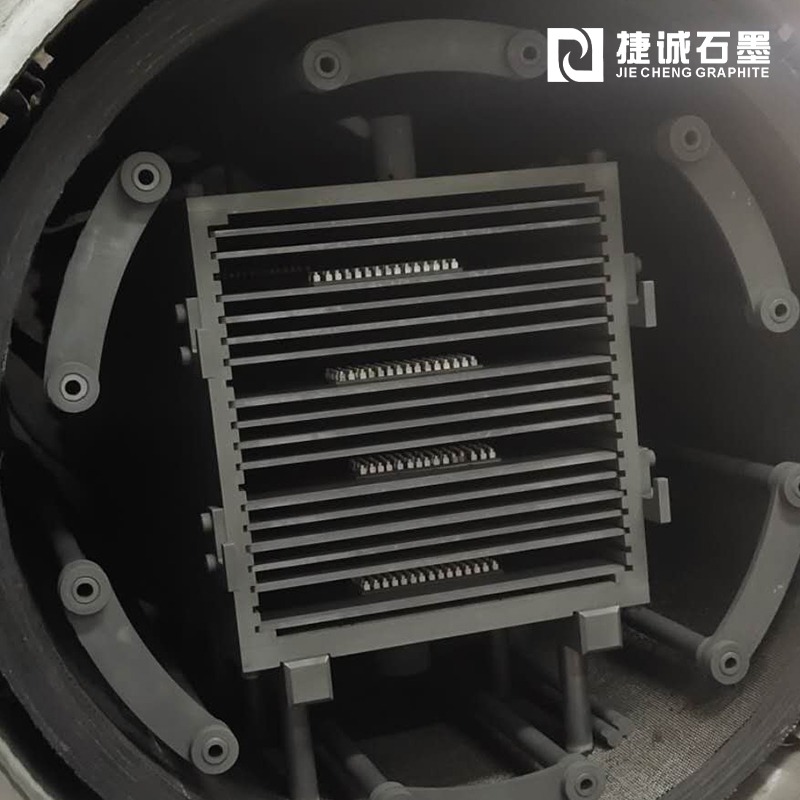
石墨模具損壞情況有哪些?
近年模具職業飛速發展,石墨資料、新工藝和不斷添加的模具工廠不斷沖擊著石墨模具商場,石墨以其良好的物理和化學功能逐步成為模具制作的首選資料。模具是工業生產中運用極為廣泛的基礎工藝配備,模具工業是國民經濟的基礎工業。石墨模具損壞狀況分解概括為四種類型。
一、敲打脫模損壞型
因為所述原因,有時形成被燒結體不能從模中脫拔出來,只要靠重復敲打石墨模具、鉆桿后才能脫模。這樣,有時因敲打至使模具上下邊緣或外壁外表掉塊,形成缺點,在下次燒結中,這些有缺點的當地將加快氧化。一起,這些當地也是機械應力的集中點。這就要求石狡資料結構應細密,強度高。
二 、模底棋壁壓裂型
因為石墨資料機械強度低或模具設計不合理,模底或摸壁強度不行,承受不了熱壓壓力,當壓力加到必定程度時,就沿模底與模堡內壁銜接處應力集中部位呈現橫向裂紋,在資料強度不行的狀況下,模壁或模底也呈現裂紋。
三、 氧化裂紋型
這種損壞類型是最多的。在空氣中,當石墨資料披加熱到必定溫度時即開端氧化。不同石墨資料的氧化開端溫度是不同的,人工石墨資料的氧化開端溫度約在450℃左右。溫度越高,氧化速度越快。碳的氧化產物為CO、CO2氣體,因此,跟著氧化的進行,石墨資料逐步被耗費。人工石墨為一種多孔的分散結構資料,跟著氧化的進行,氣孔變大且增多,結構變疏松,機械強度大幅度降低。
在工業現場,能夠明顯地觀察到石墨模具外表掉落炭粉,外表變的粗糙不平,模璧變薄,當石墨資料被氧化到必定程度時,在受壓狀況下,就沿模壁呈現豎向裂紋而損壞。實際上,為不致于形成被燒結資料的糟蹋,有經驗的操作者總是防止模具被壓裂狀況的呈現,模具被氧化到風險的程度時就不再運用了。進步資料的抗氧化功能,是削減這類損壞的要害。
四、模具內孔尺度變大超差型
大約有30%的石墨模具,運用幾次后,因內孔變大,尺度超差而作廢。在運用中觀察到,模具內孔與空氣并不充分觸摸,基本上不被氧化,或者說氧化很細微。在熱壓中,石墨模具內孔中裝入被燒結的胎體資料及鉆桿,在高溫下胎體資猜中的金屬粘結劑處于熔化或半熔化狀況,雖然絕大多數金屬熔液難于自發地滋潤石墨資料,但在壓力下,熔融金屬將以薄膜狀被擠壓到模具內壁外表,與石墨資料發生粘附。這種粘附效果除與被燒結胎體資料的配方、成分有關外,還與石墨資料的氣孔率、氣孔大小及模具內壁光潔度存在著明顯相關聯系。
因為這種粘附效果,當被燒結件冷卻脫模后,模具內壁往往粘附一些金屬殘留物,在下次運用模具前,這些粘附殘留物有必要清除掉。在工業生產現場,這種清理模具的作業是用金屬刀片之類的工具人工刮除,這就形成模具內孔尺度變大或內壁粗糙度添加,加快了模具的損壞。降低金屬熔液的粘附效果,進步資料的抗磨功能是削減這類損壞的要害。


最新文章推薦