石墨模具加工工藝是怎樣的?
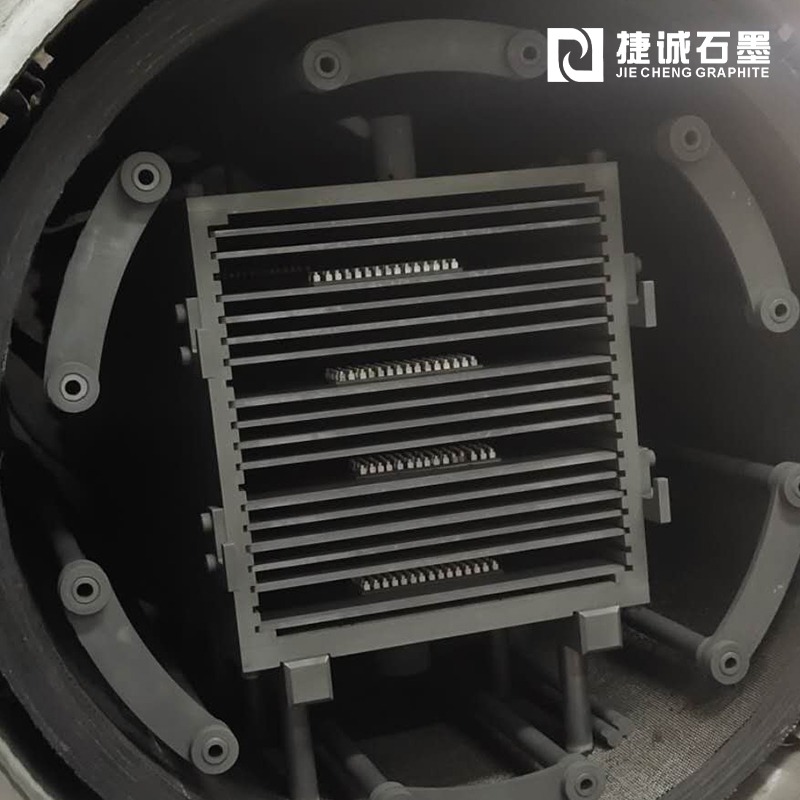
商場(chǎng)上有很多類型的模具,經(jīng)常看到有金屬類和非金屬類模具,應(yīng)用的領(lǐng)域也是適當(dāng)廣泛 ,石墨模具不知道我們有沒有聽說過,石墨以其優(yōu)異的化學(xué)物理性能逐漸成為模具制造的首選材料,石墨模具常應(yīng)用于轎車零部件制造、電氣等機(jī)械行業(yè),今天主要是講講石墨模具加工工藝是怎么樣的。
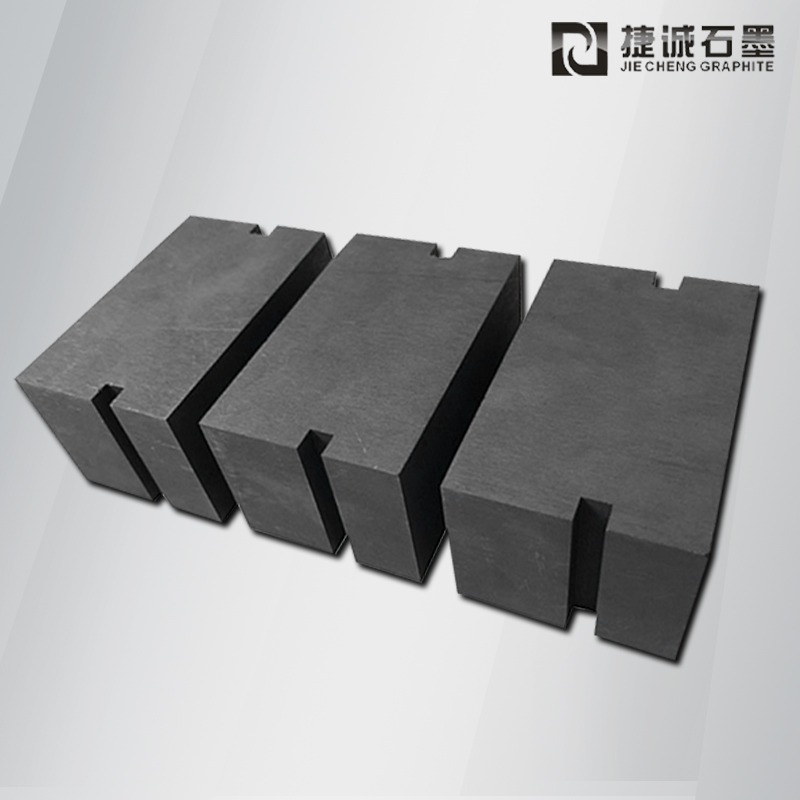
1、質(zhì)料預(yù)備:所需質(zhì)料按規(guī)格分類堆積,便于加工時(shí)取用。
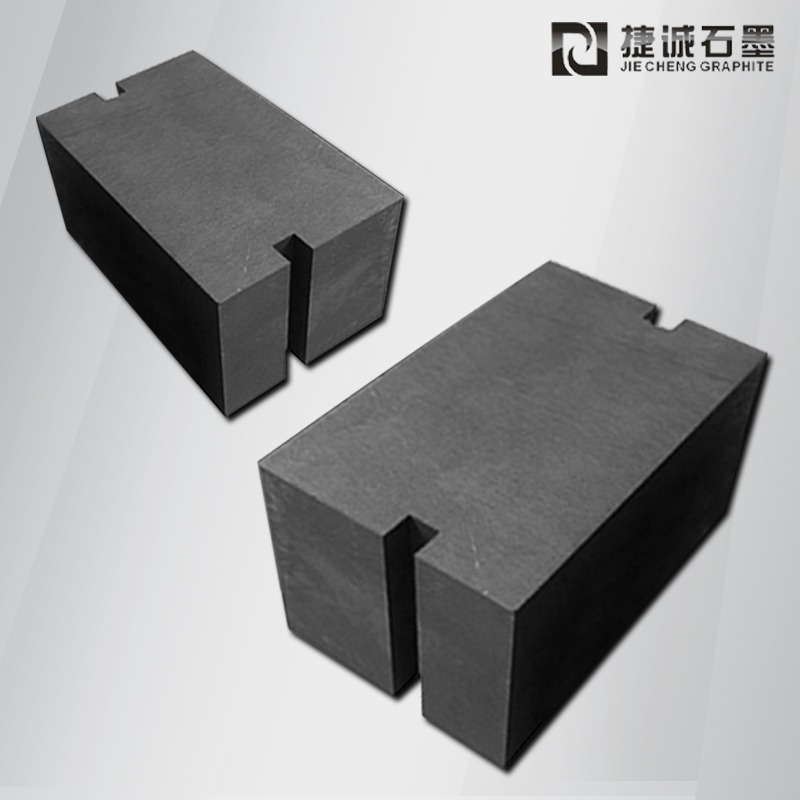
2、毛坯成型:將原材料按要求切成一定厚度(一般小于1mm)的片材或條材。
3、粗磨拋光:毛坯(一般為40-60目)在磨床上粗磨,去除外表氧化皮等雜物和雜質(zhì)。
4、細(xì)磨和拋光:(此工序是關(guān)鍵步驟)采用油石研磨的辦法對(duì)外表進(jìn)行精細(xì)研磨。 (注:若質(zhì)料粒度較大,應(yīng)先粉碎后再粉碎。)
5、修整和倒角: (1)修整型腔外表;(2) 圓角;(3) 去除棱角;(4)整形;(5)清潔根部;(6)清潔工作臺(tái)面;(7)洗滌和枯燥后;(8)裝上定位銷固定工件,并擰緊螺栓,防止松動(dòng)變形。
6、熱處理:(1)退火;(2)正火; (3) 回火。
模具的精度等級(jí)分為一般精度和高精度等級(jí),高精度等級(jí)分為超精細(xì)切削模具和高鏡面高光模具兩種。
(1)一般精度是指粗糙度ra值小于0.03mm的零件。
(2)精細(xì)級(jí)是指粗糙度ra值小于0.01mm且無外表缺點(diǎn)的潤滑零件。
(3)高鏡面高光模具是指粗糙度ra值為0.001~0.005的潤滑、潔凈的零件。
(注:1、本規(guī)范適用于各種商標(biāo)碳素工具鋼制成的各種冷壓模具。2、對(duì)某些特別用處的冷壓件,依據(jù)協(xié)商一致后運(yùn)用本規(guī)范的規(guī)定。賣方和買方。)


最新文章推薦