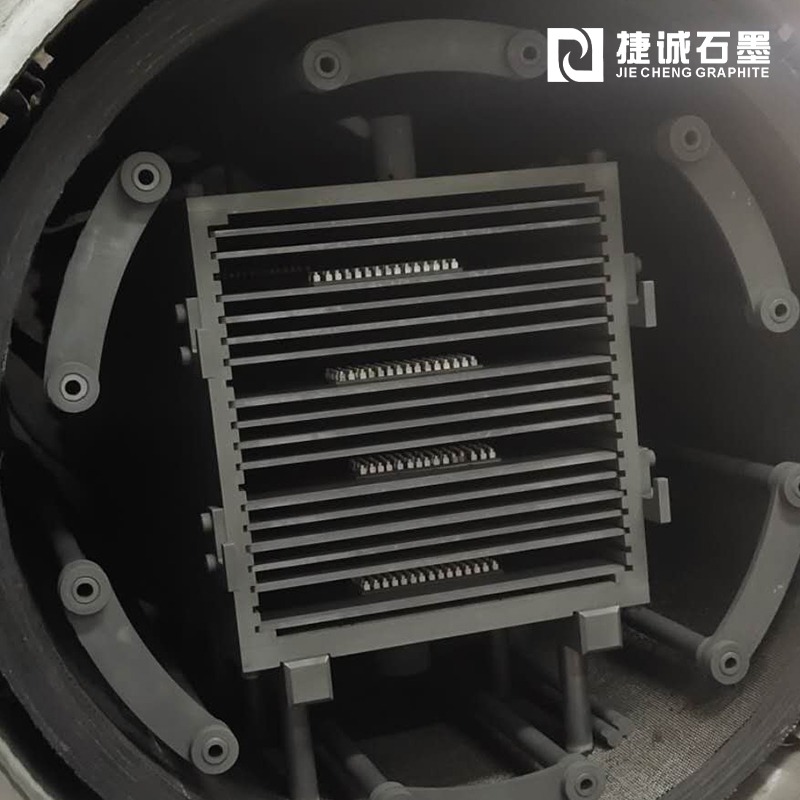
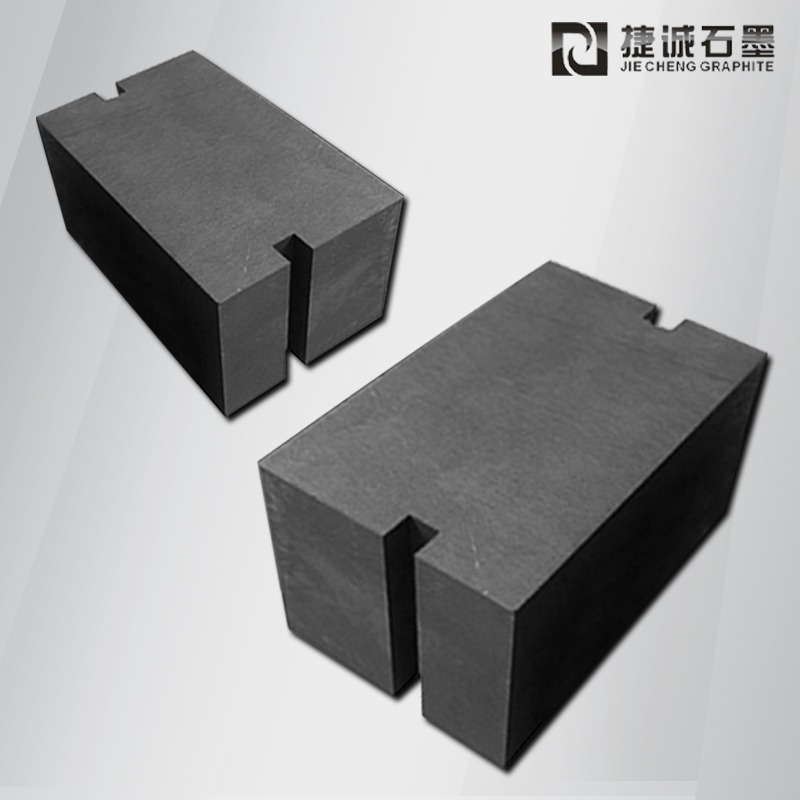
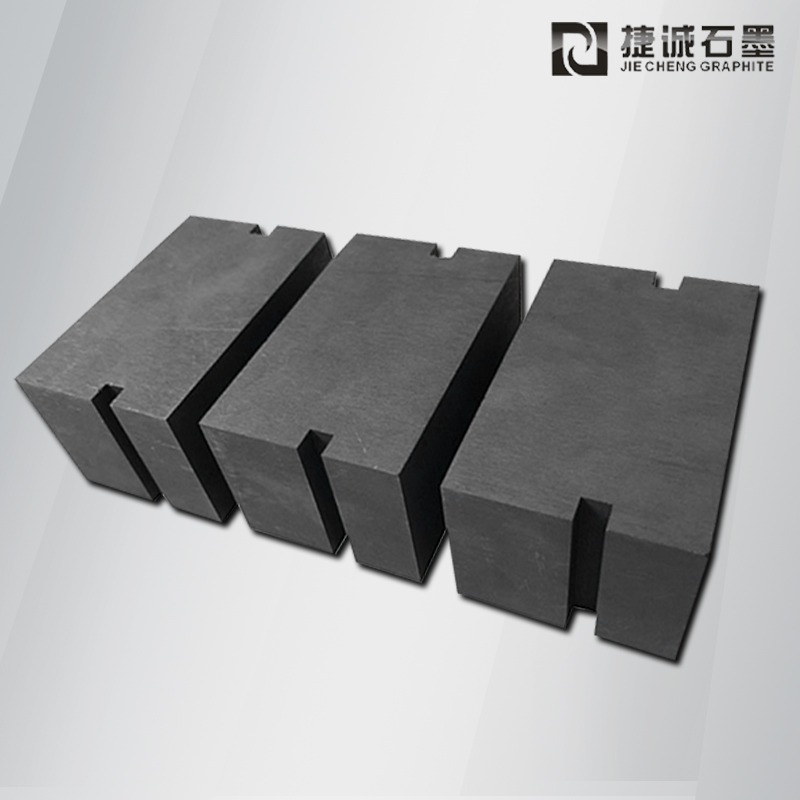
2021年年度電子燒結(jié)石墨模具沖壓模型
從事過(guò)模具的都知道出產(chǎn)加工金屬材料的模具按所選用的制造工藝歸類,常見(jiàn)的有:沖壓模,包括冷沖壓模、彎折模、拉深模、翻孔模、縮松模、波動(dòng)模、脹形模、整形美容模等;鍛模,包括模鍛用鍛模、鐓鍛模等;及其揉捏成型模和壓鑄模。用以出產(chǎn)加工非金屬材料和粉未冶金的模具,則按出產(chǎn)加工目標(biāo)取名和歸類,有模具、硫化橡膠模和粉未冶金模等。
那么電子燒結(jié)石墨模具模具沖壓模是用以厚板沖壓模具成型和分離出來(lái)的磨具。成型用的磨具有凹模,分離出來(lái)用的磨具有齒面。常見(jiàn)的沖壓模只能一個(gè)工裝夾具,進(jìn)行一道制造工藝流程。這類磨具運(yùn)用廣泛,結(jié)構(gòu)簡(jiǎn)易,出產(chǎn)制造非常簡(jiǎn)單,但出產(chǎn)率低。為提升出產(chǎn)功率,可將多道沖壓模具工藝流程,如落料、拉深、沖孔機(jī)、裁邊等分配在一個(gè)磨具上,使胚料在一個(gè)工裝夾具上進(jìn)行多道沖壓模具工藝流程,這類磨具稱之為復(fù)合型模。另有將落料、彎折、拉深、沖孔機(jī)和裁邊等多工藝流程分配在一個(gè)磨具的不一樣工裝夾具上,在沖壓模具全過(guò)程中胚料先后依據(jù)多工裝夾具被繼續(xù)沖壓模具成型,終工裝夾具變成制造,這類磨具稱之為沖壓模具,別稱繼續(xù)模。
揉捏成型模是用以將金屬材料揉捏成型成型的磨具。正揉捏成型模有一個(gè)靜止不動(dòng)的型腔和置放胚料的揉捏成型筒,及其對(duì)胚料施壓的沖針。反揉捏成型模的揉捏成型筒為型腔,沖針為模座。因?yàn)榻饘俨牧媳仨氃谕Υ蟮臍怏w壓強(qiáng)下才能夠從型腔揉捏成型,因而,揉捏成型筒和反揉捏成型的型腔必須有很高的抗壓強(qiáng)度,所以選用雙層預(yù)應(yīng)力鋼筋組成結(jié)構(gòu)。沖針和模座的工作中長(zhǎng)短宜短,避免在高的壓地應(yīng)力下產(chǎn)生不穩(wěn)定和彎折。
沖壓模的特性是:高精度,標(biāo)準(zhǔn)準(zhǔn)確,一些沖裁模的模座與型腔的空隙趨于0;沖壓模具速度更快,每分可沖壓模具數(shù)十次高于一切百次;磨具長(zhǎng)壽命,一些鐵氧體磁芯冷沖壓模使用壽命在上百萬(wàn)次左右。
煅模是用以熱態(tài)金屬材料模鍛成型的磨具。模鍛時(shí),胚料通常歷經(jīng)數(shù)次形變才能夠做成鑄鋼件,這就必須在一個(gè)操控模塊上刻著好多個(gè)凹模。金屬材料先后送往每個(gè)凹模,并在凹模內(nèi)塑性變形流動(dòng)性,*終填滿凹模,做成鑄鋼件。在模鍛成型中,胚料沒(méi)辦法與終鍛時(shí)的凹模容積相同,為了避免廢料,常采用稍大一些的胚料。因此,在終鍛模的上、上模分頁(yè)面的凹模四周下設(shè)毛邊槽,以存儲(chǔ)不必要的金屬材料,成型后將飛邊切掉。
更多有關(guān)電子燒結(jié)石墨模具知識(shí)及產(chǎn)品可咨詢東莞市捷誠(chéng)石墨制品有限公司 13922516726 (微信同號(hào))


最新文章推薦