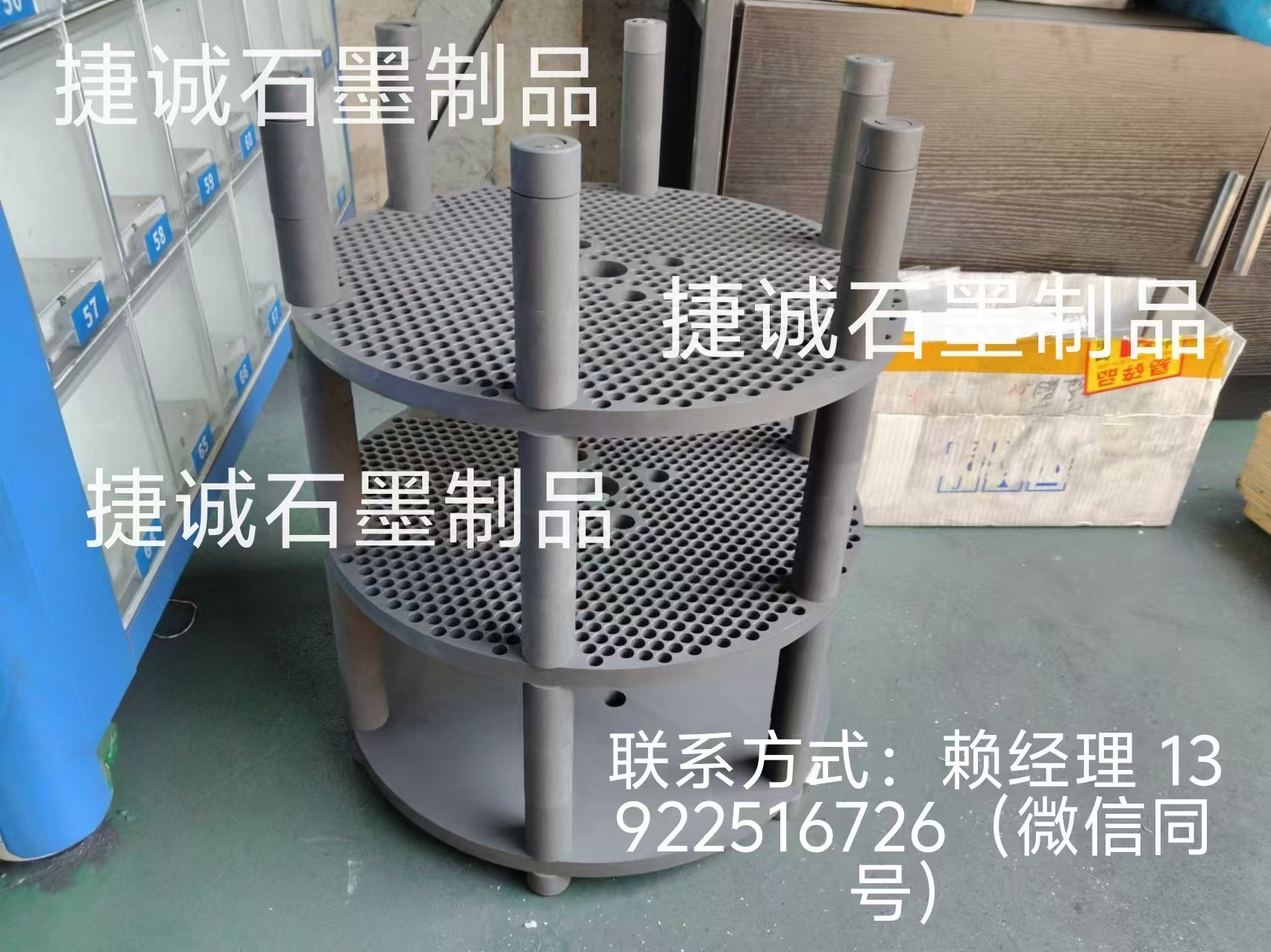
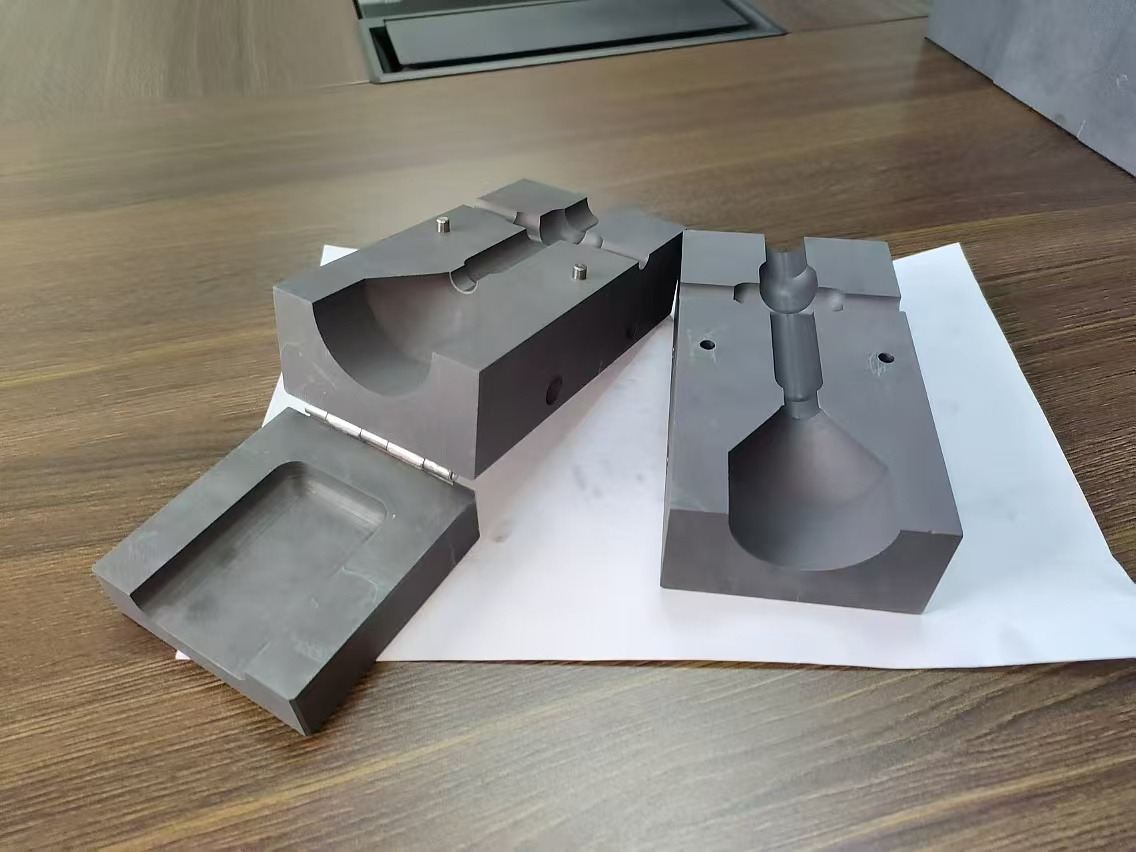
怎樣提高石墨模具工裝夾具加工精度
在機械加工中,石墨模具工裝夾具的過錯是不可避免的,但是假定逾越答應規(guī)劃的話,就要想辦法削減過錯,行進加工精度。
行進石墨模具工裝夾具加工精度的辦法
1、削減原始過錯
為了行進機械加工的精度,要對產(chǎn)生過錯的各項原始過錯進行分析,關(guān)于不同狀況所構(gòu)成的過錯選用不同的處理辦法,比如精密零件的加工要盡量行進所用機床的幾許精度、剛度和操控加工熱變形;具有成型表面的零件加工,主要看怎樣削減成形刀具形狀過錯和設(shè)備過錯。分析出產(chǎn)生過錯的原因后,來消除或削減這些要素。
2、補償原始過錯
過錯補償法是運用人為去抵消本來工藝體系中的原始過錯,假定原始過錯是負值時,人為過錯就取正值,相反則取負值,并盡可能使兩者大小持平。也可以用一種原始過錯抵消另一種原始過錯,也盡量使兩者大小持平,方向相反,以此來抵達削減加工過錯,行進加工精度的作用。
3、搬運原始過錯
搬運原始過錯指的是搬運工藝體系的幾許過錯、熱變形和受力變形等,比如當機床精度達不到作業(yè)夾具的加工要求時,除了要行進機床的精度,還要從工藝和夾具上想辦法,使機床的幾許過錯搬運到不影響加工精度的當?shù)亍?br> 4、均分原始過錯
加工時,存在毛坯或上道工序過錯,就會構(gòu)成此工序的過錯,也會由于工件材料功用的改動,或者是上道工序的工藝改動,會引起改動較大的原始過錯。可以選用分組調(diào)整均分過錯的辦法來處理這個問題,意思便是把原始過錯的大小均勻分為n組,每組毛坯過錯規(guī)劃就會縮小為本來的1/n,再按各組分別進行調(diào)整加工。
5、均化原始過錯
在運用研磨工藝時,其本身并不要求具有高精度,但她可以在和工件做相對運動進程中對工件進行微量切削,高點逐漸被磨掉,終使工件抵達高精度。其表面沖突和磨損的進程也便是過錯削減的進程,稱為過錯均化法。實際上便是運用密切聯(lián)系的表面相互比較、檢查找出差異,進行相互修改或互為基準加工,使夾具表面的過錯不斷縮小和均化。
6、就地加工法
在加工和裝配時,有的精度牽扯到零件和部件之間的相互關(guān)系,所以并不是只行進零、部件的精度就可以,所以選用就地加工法就可能會處理精度問題,又稱為本身加工修配法。
以上是關(guān)于怎樣行進石墨模具工裝夾具加工精度這一問題的答復,經(jīng)過以上介紹可知可以運用削減原始過錯、補償原始過錯、搬運原始過錯、均分原始過錯、均化原始過錯、就地加工法等辦法來行進工裝夾具的精度,具體可根據(jù)不同的需求挑選不同的辦法。
想要了解更多石墨模具的內(nèi)容,可聯(lián)系從事石墨模具多年,產(chǎn)品經(jīng)驗豐富的滑小姐:13500098659。



最新文章推薦