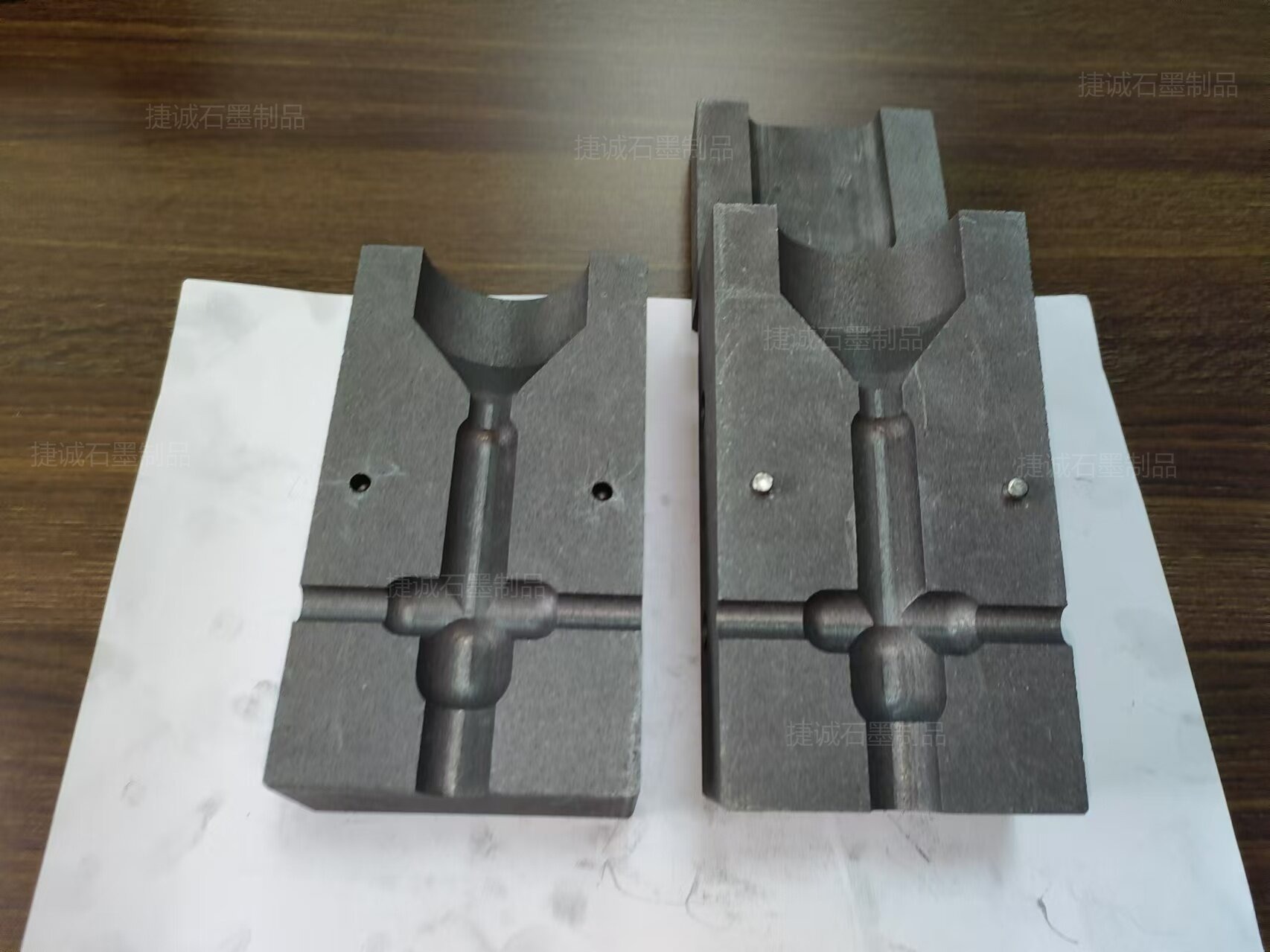
放熱焊接石墨模具的焊接過程是什么
放熱焊接石墨模具的焊接進(jìn)程是一個(gè)運(yùn)用鋁熱劑化學(xué)反響發(fā)生的高溫來進(jìn)行金屬之間焊接的辦法。以下是該進(jìn)程的具體步驟:
模具與導(dǎo)體準(zhǔn)備:
將石墨模具與待焊接的導(dǎo)體進(jìn)行清潔,去除表面的油污、水跡和其他雜質(zhì)。
運(yùn)用烘干設(shè)備或天然風(fēng)干的辦法,將模具和導(dǎo)體烘干,保證無水分殘留。
安裝模具:
將經(jīng)過預(yù)處理的金屬導(dǎo)體(如接地線)放置于石墨模具中型腔的中心方位。
運(yùn)用模具夾將模具夾緊,保證模具閉合處無縫隙,以避免焊接進(jìn)程中銅液滲漏。
添加焊粉與引火粉:
在模具的反響腔內(nèi)底部放置金屬隔絕片,保證墊片與模具之間無縫隙。
倒入適量的焊粉至反響腔中。焊粉主要由鋁與氧化銅等金屬氧化物組成,它們?cè)诨瘜W(xué)反響中會(huì)發(fā)生高溫。
在焊粉表面均勻撒上一層引火粉,一起留少許在模唇上,以便點(diǎn)著。
燃燒與焊接:
運(yùn)用專用燃燒槍或燃燒石,從模蓋旁邊面點(diǎn)著模唇上的引火粉,引發(fā)鋁熱劑化學(xué)反響。
焊粉在耐高溫的石墨模具中反響,發(fā)生很多的熱和液態(tài)高溫銅液。這些熱量足以熔化被焊接的金屬表面。
等候數(shù)十秒,直至焊接反響結(jié)束,金屬溶液徹底凝結(jié)。在此期間,不要移動(dòng)模具或?qū)w,避免影響焊接質(zhì)量。
冷卻與取出:
待焊接接頭徹底冷卻后,打開石墨模具,取出焊接好的導(dǎo)體。
清潔模具表面,去除焊渣和其他殘留物,為下次運(yùn)用做準(zhǔn)備。
質(zhì)量檢查:
對(duì)焊接部位進(jìn)行外觀檢查,保證焊縫無明顯缺點(diǎn),如裂紋、夾渣等。
如有必要,對(duì)焊接點(diǎn)進(jìn)行導(dǎo)電功用測(cè)驗(yàn),保證其載流才能與導(dǎo)體相同。
在整個(gè)焊接進(jìn)程中,石墨模具起到了承載和定性的作用,它約束了鋁熱劑反響發(fā)生的高溫熔融金屬的規(guī)模,使熔融金屬在模具內(nèi)活動(dòng)并終究凝結(jié)成所需形狀的焊接接頭。一起,石墨資料具有優(yōu)秀的耐高溫功用和導(dǎo)熱功用,可以接受焊接進(jìn)程中發(fā)生的高溫而不損壞,并保證焊接進(jìn)程的穩(wěn)定性和安全性。
此外,在焊接進(jìn)程中還需留意操作人員的安全防護(hù),如穿戴防護(hù)眼鏡、手套和防護(hù)服等,避免有害氣體和高溫對(duì)人體構(gòu)成危害。一起,保證操作現(xiàn)場(chǎng)通風(fēng)杰出,以避免有害氣體積聚。
想要了解更多放熱焊接石墨模具的內(nèi)容,可聯(lián)系從事放熱焊接石墨模具多年,產(chǎn)品經(jīng)驗(yàn)豐富的滑小姐:13500098659。


最新文章推薦