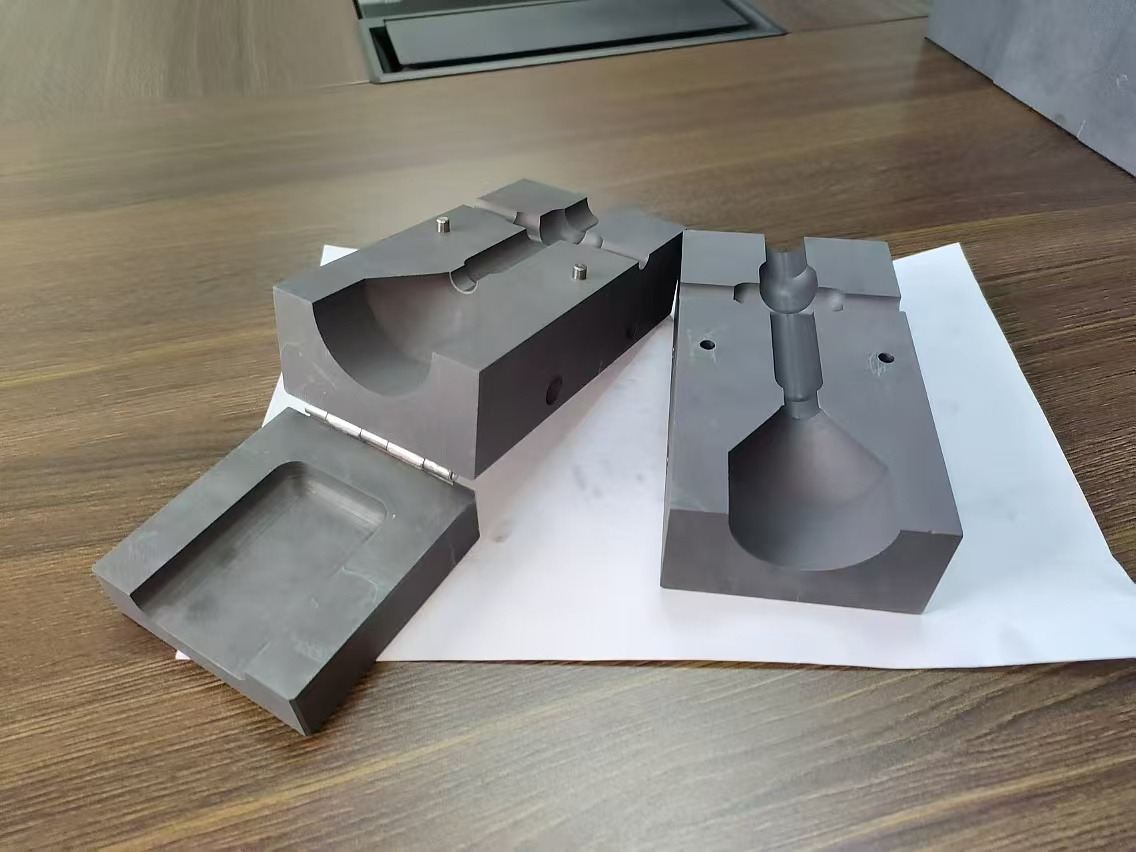
T字型放熱焊接石墨模具的溫度控制需要注意什么
T字型放熱焊接石墨模具的溫度操控是確保焊接質(zhì)量和模具運(yùn)用壽命的關(guān)鍵環(huán)節(jié)。以下是在進(jìn)行T字型放熱焊接時(shí),石墨模具溫度操控需要留意的幾個(gè)方面:
一、預(yù)熱階段
預(yù)熱溫度:在正式焊接前,對(duì)石墨模具進(jìn)行恰當(dāng)?shù)念A(yù)熱,以削減模具與高溫焊料之間的溫差應(yīng)力,防止模具開裂或變形。預(yù)熱溫度應(yīng)依據(jù)模具材質(zhì)和焊接工藝要求來(lái)確認(rèn)。
加熱速率:加熱速率應(yīng)適中,防止過快導(dǎo)致模具受熱不均或過熱,以及過慢影響出產(chǎn)功率。加熱速率的詳細(xì)數(shù)值應(yīng)依據(jù)模具尺度、焊料類型和焊接工藝要求來(lái)確認(rèn)。
二、焊接階段
焊接溫度:依據(jù)焊料的熔點(diǎn)和焊接工藝要求,設(shè)定合適的焊接溫度。焊接溫度應(yīng)高于焊料的熔點(diǎn),但不應(yīng)過高以防止損壞模具或發(fā)生焊接缺點(diǎn)。
溫度安穩(wěn)性:在焊接過程中,應(yīng)堅(jiān)持模具溫度的安穩(wěn)性,防止溫度波動(dòng)過大對(duì)焊接質(zhì)量發(fā)生不良影響。能夠經(jīng)過運(yùn)用高精度的溫度操控器和安穩(wěn)的加熱體系來(lái)完成溫度安穩(wěn)性。
三、冷卻階段
冷卻速率:冷卻速率應(yīng)適中,防止過快導(dǎo)致模具內(nèi)部發(fā)生應(yīng)力或變形,以及過慢影響出產(chǎn)功率。冷卻速率的詳細(xì)數(shù)值應(yīng)依據(jù)模具材質(zhì)、焊接工藝要求和焊后處理要求來(lái)確認(rèn)。
冷卻介質(zhì):挑選合適的冷卻介質(zhì),如冷卻水、空氣等。冷卻介質(zhì)的溫度、流量和流速等參數(shù)應(yīng)依據(jù)模具的材質(zhì)、尺度和焊接工藝要求來(lái)確認(rèn)。
模具維護(hù):在冷卻過程中,應(yīng)留意對(duì)模具的維護(hù),防止模具遭到驟冷驟熱的影響而發(fā)生裂紋或變形。能夠經(jīng)過運(yùn)用隔熱資料或調(diào)整冷卻介質(zhì)的溫度和流量來(lái)完成模具維護(hù)。
四、監(jiān)控與調(diào)整
實(shí)時(shí)監(jiān)測(cè):在整個(gè)焊接過程中,應(yīng)實(shí)時(shí)監(jiān)測(cè)模具的溫度改變,并依據(jù)實(shí)際情況進(jìn)行必要的調(diào)整。能夠運(yùn)用熱電偶、紅外測(cè)溫儀等溫度丈量設(shè)備對(duì)模具溫度進(jìn)行精確丈量和監(jiān)控。
異常處理:如發(fā)現(xiàn)模具溫度異常升高或下降,應(yīng)立即中止焊接作業(yè),并檢查加熱體系、冷卻體系以及模具自身是否存在故障或損壞。依據(jù)檢查成果進(jìn)行相應(yīng)的維修或替換。
五、其他留意事項(xiàng)
模具材質(zhì):挑選具有高導(dǎo)熱功能和杰出耐熱性的石墨資料制作模具,以進(jìn)步模具的傳熱功率和溫度操控的精確性。
模具設(shè)計(jì):優(yōu)化模具的結(jié)構(gòu)設(shè)計(jì),削減溫度改變對(duì)模具功能的影響。例如,能夠經(jīng)過增加隔熱板、優(yōu)化冷卻水道布局等方式來(lái)進(jìn)步模具的溫度安穩(wěn)性。
操作規(guī)程:擬定詳細(xì)的操作規(guī)程,清晰加熱、冷卻、焊接等步驟的詳細(xì)操作方法和留意事項(xiàng)。操作人員應(yīng)嚴(yán)格依照規(guī)程進(jìn)行操作,確保模具溫度操控的精確性和安全性。
綜上所述,T字型放熱焊接石墨模具的溫度操控需要?dú)w納考慮加熱體系、冷卻體系、模具結(jié)構(gòu)與資料以及操作標(biāo)準(zhǔn)與監(jiān)控等多個(gè)方面。經(jīng)過合理設(shè)計(jì)和精確調(diào)理,能夠完成對(duì)模具溫度的精確操控,確保焊接質(zhì)量和出產(chǎn)功率。
想要了解更多T字型放熱焊接石墨模具的內(nèi)容,可聯(lián)系從事T字型放熱焊接石墨模具多年,產(chǎn)品經(jīng)驗(yàn)豐富的滑小姐:13500098659。


最新文章推薦