VC超薄石墨模具的導(dǎo)熱系數(shù)是多少?
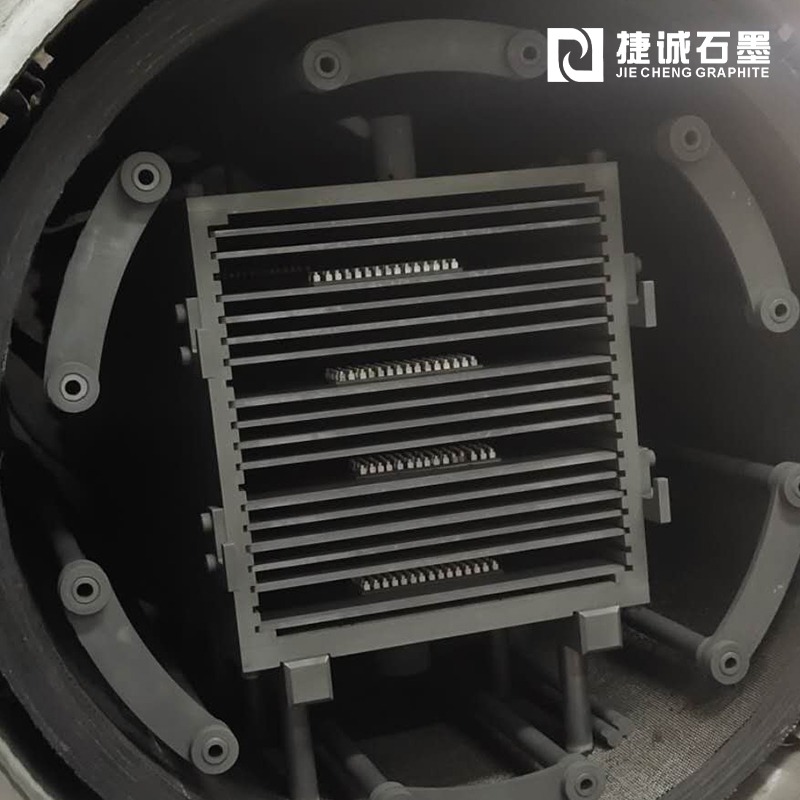
大型石墨夾具占據(jù)大部分爐腔空間,所裝產(chǎn)品數(shù)量有限,爐腔空間利用率不足,生產(chǎn)率低。
石墨夾具在爐內(nèi)的堆放情況
由于超薄VC石墨模具是定制產(chǎn)品,每類產(chǎn)品的形狀和尺寸都不一樣,而板式石墨夾具又具有上述所有缺點(diǎn),因此業(yè)界有必要重新探索石墨夾具的設(shè)計(jì),以最大限度地減少夾具對(duì)超薄VC焊接的影響。
石墨夾具是超薄VC銅網(wǎng)燒結(jié)和上下蓋焊接的載體。其設(shè)計(jì)的合理性會(huì)影響燒結(jié)和焊接的最終質(zhì)量,進(jìn)而影響成品率、成本以及超薄VC在5G手機(jī)中的滲透率。
以銅網(wǎng)燒結(jié)為例,業(yè)內(nèi)流行的工藝是將銅網(wǎng)點(diǎn)焊后的VC蓋水平鋪在板狀石墨夾具上,沿高度方向疊放至10層左右,然后放入燒結(jié)爐中加熱燒結(jié)。在燒結(jié)過(guò)程中,由于石墨良好的耐高溫性和導(dǎo)熱性,燒結(jié)熱量通過(guò)石墨夾、超薄VC罩和銅網(wǎng)的壓緊接觸面?zhèn)鲗?dǎo)。
(1)不同堆垛層焊接產(chǎn)品的應(yīng)力狀態(tài)不同。
由于水平堆積,各層VC制品的壓應(yīng)力有一個(gè)梯度。比如堆疊10層時(shí),底層承受上面9層石墨夾的壓應(yīng)力,而頂層產(chǎn)品沒(méi)有石墨夾的壓應(yīng)力,受力情況的不同導(dǎo)致銅網(wǎng)焊接效果的不同。
(2)石墨夾具受熱變形,導(dǎo)致上蓋與銅網(wǎng)壓緊效果不同。
石墨夾具在長(zhǎng)期的高溫?zé)Y(jié)過(guò)程中會(huì)有輕微的變形,導(dǎo)致超薄VC銅網(wǎng)與上蓋在同一板或不同層夾具上的壓緊力分布存在差異。
(3)占用腔體空間,腔體空間利用率低。
在燒結(jié)過(guò)程中,石墨夾具會(huì)在以下幾個(gè)方面影響銅網(wǎng)和上蓋之間的焊接質(zhì)量,從而導(dǎo)致銅網(wǎng)的水傳導(dǎo)性不同:
(4)石墨夾具的重量影響加熱效率和燒結(jié)參數(shù)的設(shè)置。
燒結(jié)爐中的石墨需要加熱到焊接溫度,但是大面積的石墨夾具需要吸收大量的熱量,所以到達(dá)焊接點(diǎn)需要花費(fèi)大量的時(shí)間。同時(shí),各類超薄VC產(chǎn)品的夾具體積和重量不同,燒結(jié)過(guò)程中需要制定不同的升溫曲線,工藝參數(shù)的制定復(fù)雜多變。
(5)溫度梯度大的焊接系統(tǒng)。
眾所周知,石墨在平面內(nèi)導(dǎo)熱系數(shù)高,但平面間導(dǎo)熱系數(shù)低,熱量在石墨夾具中的傳導(dǎo)狀態(tài)是各向異性的。然而,在多達(dá)10層的堆疊系統(tǒng)中存在復(fù)雜的溫差。簡(jiǎn)單來(lái)說(shuō)就是各層超薄VC產(chǎn)品受熱不均勻,焊接效果不一樣。


最新文章推薦