釬焊工裝治具的種類和特點有哪些
釬焊工裝治具是釬焊工藝中用于固定、定位、支撐工件并輔佐完結焊接進程的要害東西,其品種和特征可從功用、結構、運用場景三個維度進行分類論說:
一、按功用分類
定位治具
效果:經過定位銷、導向槽、V型塊等結構,確保工件在三維空間中的精準方位,操控裝置間隙(一般要求0.01-0.2mm)。
特征:高精度(±0.02mm以內)、重復定位安穩性強,適用于批量出產。例如,電子元件釬焊中,治具可將微小引腳與焊盤對齊,過錯操控在±0.05mm以內。
夾緊治具
效果:使用繃簧夾、氣動卡盤、磁力夾等設備施加安穩夾緊力, 防止工件在加熱進程中因熱膨脹或外力效果發生位移。
特征:夾緊力可調(如氣動夾具壓力規模0.1-1MPa),習氣不同工件規范。例如,轎車散熱器釬焊時,治具需接受200-300℃高溫,一起堅持夾緊力不衰減。
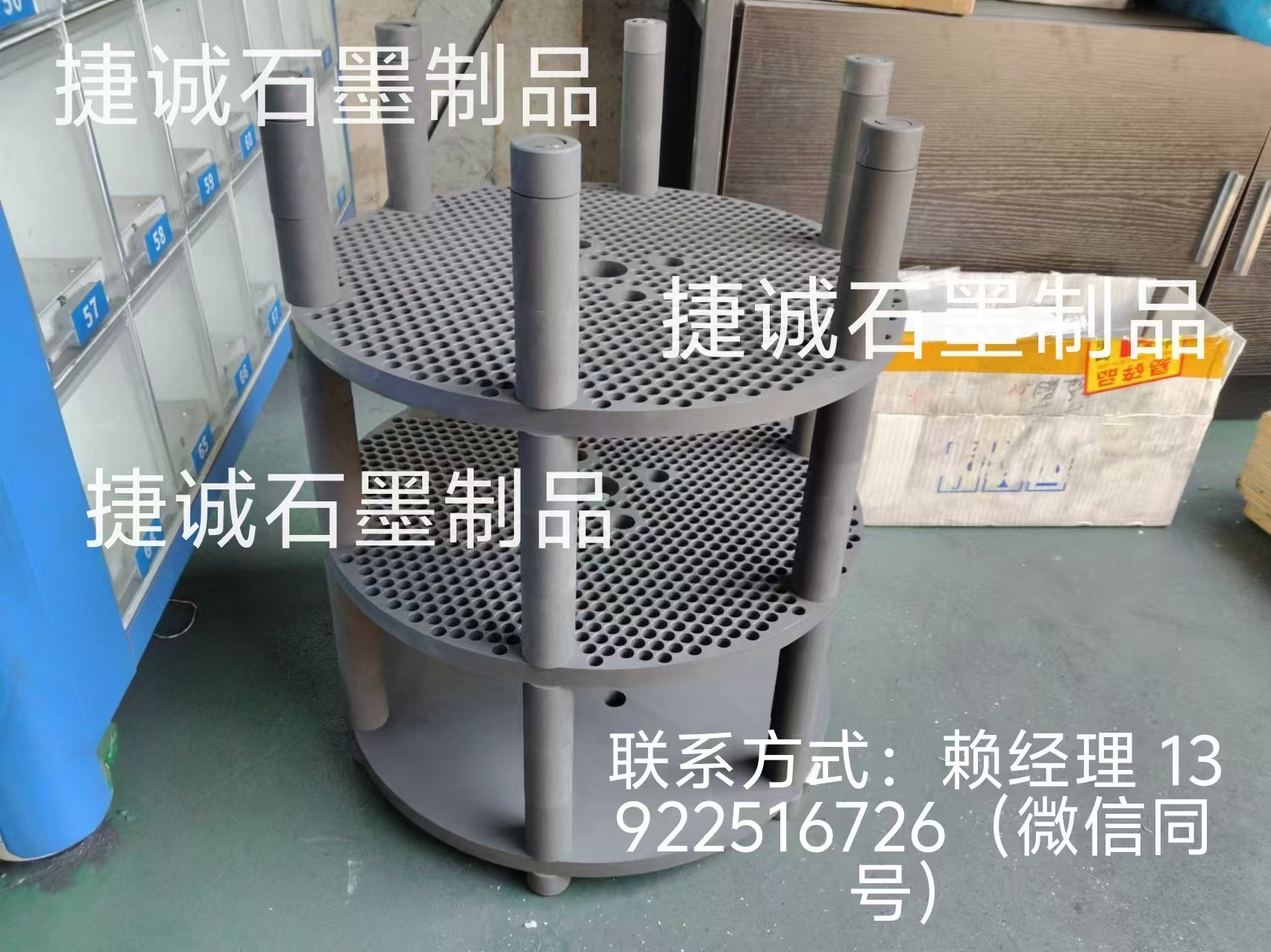
支撐治具
效果:對薄壁或雜亂形狀工件供給額外支撐,防止焊接變形。
特征:仿形規劃(如航空鋁合金結構釬焊中的支撐塊),松散應力,將變形量從3mm降至0.2mm以內。
輔佐功用治具
溫度操控:集成加熱元件或冷卻通道,完結部分溫度精準調控(如真空釬焊爐內治具需耐受600℃高溫)。
氣體維護:規劃惰性氣體噴嘴,防止釬焊區域氧化(如鈦合金釬焊需純氬氣維護)。
清潔設備:配備鋼絲刷、超聲波清洗器等,去除工件外表氧化膜和油污,確保焊接面潔凈。
二、按結構分類
模塊化治具
效果:由多個規范模塊(如定位塊、夾緊單元、支撐架)組合而成,習氣多品種、小批量出產。
特征:靈活性高,可經過替換模塊快速調整治具功用,縮短換型時間(如從轎車散熱器切換到油冷器釬焊治具僅需10分鐘)。
可調式治具
效果:經過滑軌、螺桿、液壓缸等組織完結方位或視點的動態調整。
特征:習氣不同規范工件(如某型渦輪葉片釬焊治具,經過液壓調整支撐點方位,兼容葉片長度規模50-200mm)。
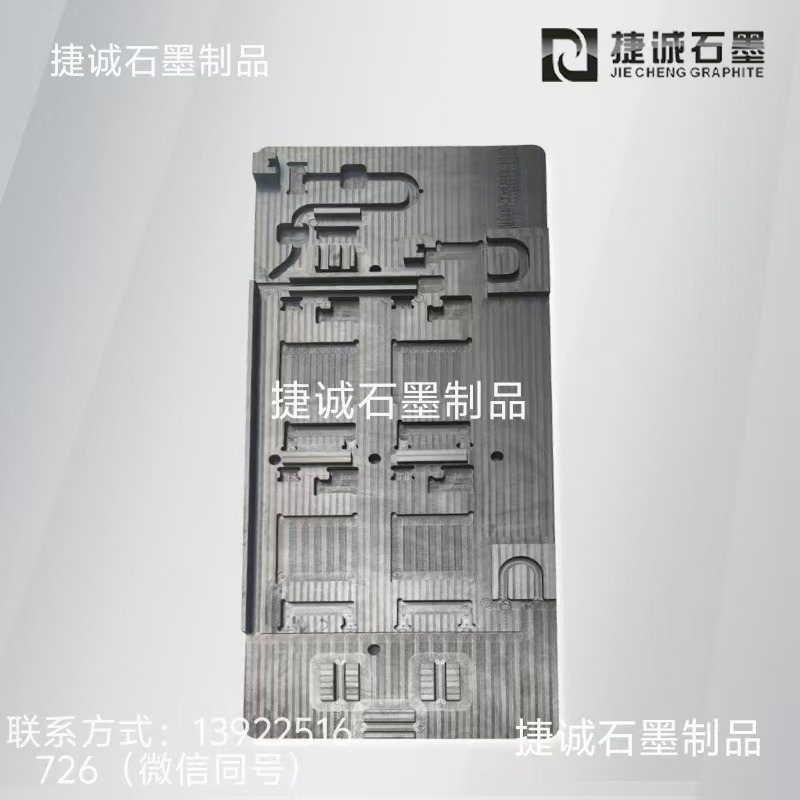
仿形治具
效果:依據工件外形定制專用型腔,完結精準貼合。
特征:高適配性(如蜂窩結構板釬焊治具,型腔過錯≤0.05mm),但開發本錢較高(單套治具本錢約5000-20000元)。
三、按運用場景分類
電子制造范疇
特征:高精度(±0.01mm)、高重復定位精度(≤0.005mm),選用真空吸附固定工件,防止機械夾緊損害外表。例如,智能手機中板釬焊治具,經過真空吸附完結無痕固定。
轎車工業范疇
特征:接受高頻振蕩和熱循環,壽數要求高(如某車型散熱器釬焊治具,經過有限元剖析優化結構,運用壽數從2萬次提升至5萬次)。
航空航天范疇
特征:滿足無損檢測要求,資料耐高溫、耐腐蝕。例如,某型渦輪葉片釬焊治具,選用鈦合金資料,外表粗糙度Ra≤0.4μm,防止引進雜質。
新能源范疇
特征:統籌導電性與耐腐蝕性。例如,燃料電池雙極板釬焊治具,經過鍍金處理下降觸摸電阻,一起前進耐蝕性。
四、典型事例剖析
真空釬焊治具:
結構:選用耐熱鋼結構+陶瓷定位塊,內置加熱元件和溫度傳感器。
優勢:一次釬焊一批工件(如100片散熱器翅片),制品質量一致性好,工藝重復性強。
運用:航空發動機葉片、電子真空器材等高精度釬焊。
自動化釬焊治具:
結構:集成氣動夾具、視覺定位系統、送絲組織,與機器人協同作業。
優勢:焊接周期縮短至5秒以內,人工干預減少80%。
運用:轎車零部件、3C產品等大規模出產。
五、發展趨勢
智能化:集成傳感器和操控系統,實時監測焊接溫度、壓力等參數,完結自習氣調整。
輕量化:選用碳纖維、陶瓷等新式資料,下降治具重量(如某型航空治具重量減輕40%)。
綠色化:優化結構規劃,減少資料浪費,一起選用環保型釬料和助焊劑。


最新文章推薦