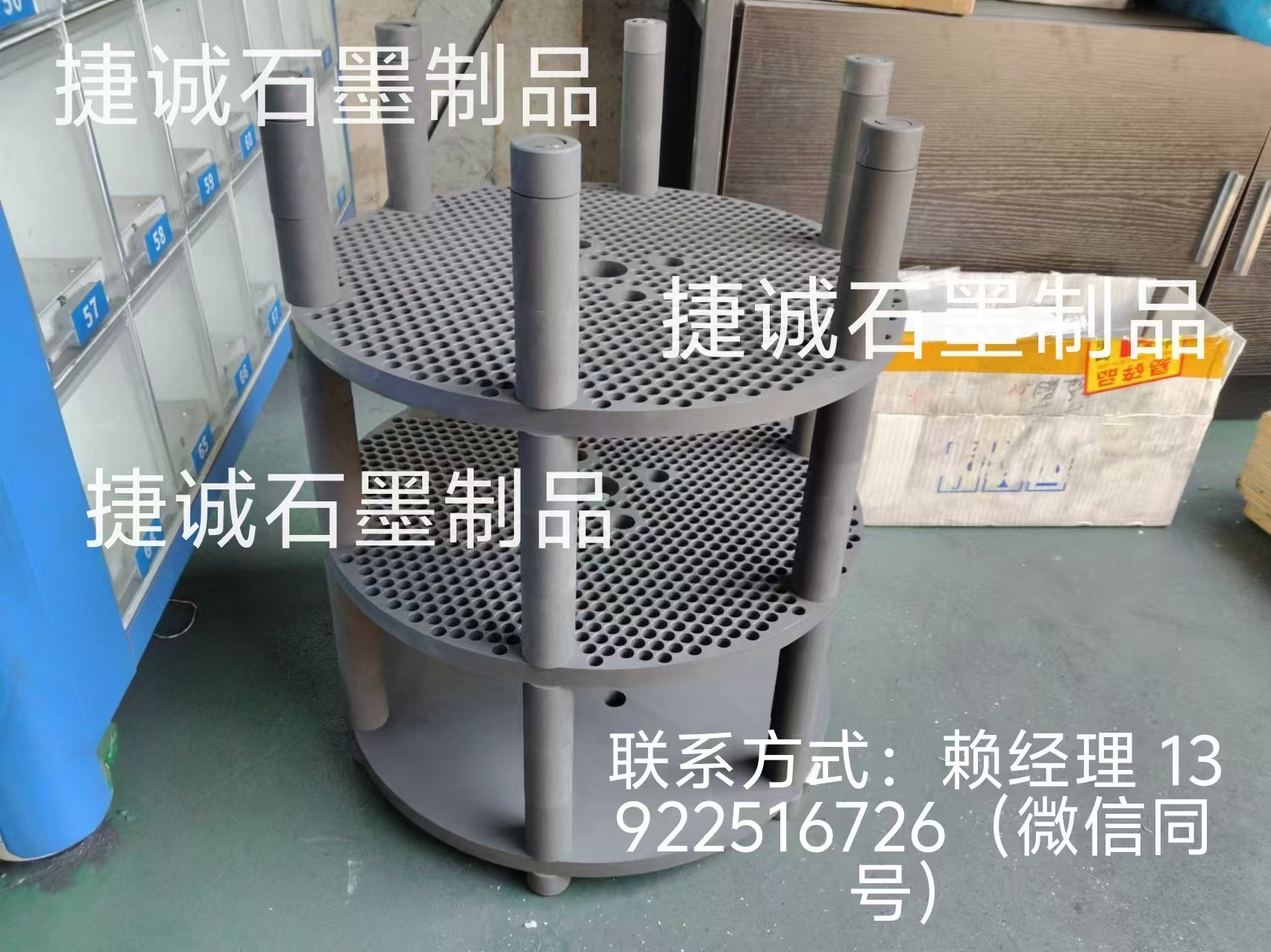
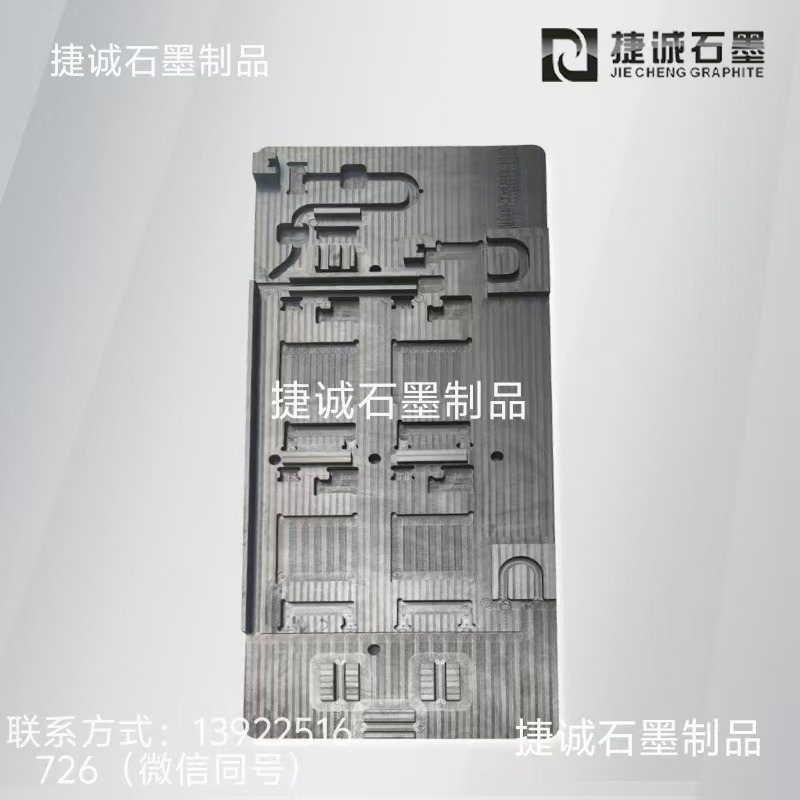
水冷板釬焊石墨模具加工工藝的改進措施有哪些
水冷板釬焊石墨模具加工工藝的改善辦法可從資料挑選、加工東西優化、工藝參數操控、環境管理以及人員培訓等方面下手,具體如下:
資料挑選與預處理:
嚴格把控石墨模具原資料的內涵質量,依據模具工作條件、出產批量及資料自身的強韌化性能,挑選質量優良的石墨模具鋼資料。
改善鑄造工藝,消除原資料中網狀和鏈狀碳化物及碳化物的不均勻性。對于無法進行鑄造的碳化物偏析嚴重的高碳石墨模具鋼,可進行固溶細化熱處理。
對鑄造后的模坯擬定正確的球化退火工藝規范,可選用調質熱處理和快速勻細球化退火工藝。
合理裝爐,保證爐內模坯溫度的均勻性。
石墨模具熱處理前應去除氧化皮、銹斑,在淬火加熱時恰當維護模具外表,盡量選用真空電爐、鹽浴爐和維護氣氛爐進行加熱。
加工東西與設備優化:
運用專門規劃的石墨加工東西,如金剛石或硬質合金刀具,這些東西具有更高的硬度和耐磨性,適合加工石墨。
選用高精度數控機床,確保加工過程中的穩定性和精確性。
運用恰當的冷卻液(如水基冷卻液)和潤滑劑,避免石墨在加工過程中因高溫而產生熱裂紋,削減加工過程中的沖突和磨損,延伸東西壽數。
工藝參數操控:
嚴格操控石墨模具淬火加熱溫度和時刻,避免模具過熱和過燒。
石墨模具淬火加熱后冷卻時,應挑選適宜的冷卻介質,對長期運用的冷卻介質要經常進行過濾,或定時替換。
對形狀雜亂的石墨模具,應選用石棉阻塞螺紋孔,包扎風險截面和薄壁處,并選用分級淬火或等溫淬火。
返修或創新石墨模具時,需進行退火或高溫回火。
石墨模具在淬火加熱時應采納預熱,冷卻時采納預冷辦法,并挑選適宜淬火介質。
石墨模具淬火后應及時回火,保溫時刻要充分,高合金雜亂石墨模具應回火2~3次。
挑選正確的磨削工藝和適宜的砂輪。
改善石墨模具電火花加工工藝,并進行去應力回火。
環境管理:
在無塵或潔凈的環境中進行加工,削減石墨粉塵對加工質量的影響。
操控加工環境的濕度,避免石墨吸濕導致加工過程中呈現尺度不穩定現象。
人員培訓與經驗共享:
對操作人員進行專業培訓,進步他們對石墨加工特性的了解和操作技能。
通過經驗交流和技術共享,進步加工功率和質量。
想要了解更多水冷板釬焊石墨模具的內容,可聯系從事水冷板釬焊石墨模具多年,產品經驗豐富的滑小姐:13500098659。


最新文章推薦