石墨放熱焊接模具,放熱焊接石墨模具,放熱焊石墨模具,石墨模具,石墨治具,加熱焊石墨治具,防雷放熱焊接石墨模具生產廠家

捷誠石墨
13549365158
更多信息資訊掃描二維碼咨詢了解





-
 二極管玻璃燒結石墨治具,半導體封裝石墨模具,電子燒結石墨模具,二極管封裝石墨模具,石墨模具,石墨治具,石墨模具加工,石墨模具生產廠家
二極管玻璃燒結石墨治具,半導體封裝石墨模具,電子燒結石墨模具,二極管封裝石墨模具,石墨模具,石墨治具,石墨模具加工,石墨模具生產廠家 -
 精密電子IC封裝模具,電子燒結石墨模具,石墨模具,燒結石墨模具,半導體燒結石墨模具,二極管封裝石墨治具,石墨模具生產廠家
精密電子IC封裝模具,電子燒結石墨模具,石墨模具,燒結石墨模具,半導體燒結石墨模具,二極管封裝石墨治具,石墨模具生產廠家 -
 鋁箔軟連接石墨電極,耐用銅箔軟連接石墨電極,銅箔覆鎳焊接石墨塊,軟連接石墨塊,新能源電池連接片焊接模具,銅軟連接焊機石墨電極塊
鋁箔軟連接石墨電極,耐用銅箔軟連接石墨電極,銅箔覆鎳焊接石墨塊,軟連接石墨塊,新能源電池連接片焊接模具,銅軟連接焊機石墨電極塊 -
 石墨油槽,高純石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金銀鑄錠石墨模具,鑄錠石墨油槽,石墨鑄錠槽,石墨油槽生產廠家
石墨油槽,高純石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金銀鑄錠石墨模具,鑄錠石墨油槽,石墨鑄錠槽,石墨油槽生產廠家 -
 石墨油槽,鑄錠石墨油槽,高純石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金銀鑄錠石墨模具,石墨油槽石墨鑄錠槽,石墨油槽生產廠家
石墨油槽,鑄錠石墨油槽,高純石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金銀鑄錠石墨模具,石墨油槽石墨鑄錠槽,石墨油槽生產廠家 -
 石墨舟皿,V型石墨舟皿,高純度石墨舟皿,石墨模具,鎢鋼燒結用v型石墨舟皿,高純燒結石墨制品,石墨方舟石墨舟皿,石墨舟皿生產廠家
石墨舟皿,V型石墨舟皿,高純度石墨舟皿,石墨模具,鎢鋼燒結用v型石墨舟皿,高純燒結石墨制品,石墨方舟石墨舟皿,石墨舟皿生產廠家 -
 石墨舟皿,V型石墨舟皿,高純度石墨舟皿,鎢鋼燒結用v型石墨舟皿,石墨模具,鎢鋼燒結用v型石墨舟皿,高純燒結石墨制品,石墨方舟石墨舟皿,石墨舟皿生產廠家
石墨舟皿,V型石墨舟皿,高純度石墨舟皿,鎢鋼燒結用v型石墨舟皿,石墨模具,鎢鋼燒結用v型石墨舟皿,高純燒結石墨制品,石墨方舟石墨舟皿,石墨舟皿生產廠家 -
 高分子擴散焊機石墨電極塊,軟連接石墨塊,抗氧化石墨塊,擴散焊治具,極柱焊接石墨塊,高分子擴散焊機石墨塊,軟連接石墨塊生產出那個價
高分子擴散焊機石墨電極塊,軟連接石墨塊,抗氧化石墨塊,擴散焊治具,極柱焊接石墨塊,高分子擴散焊機石墨塊,軟連接石墨塊生產出那個價 -
軟連接石墨塊,軟連接石墨電極,銅箔軟連接石墨治具,焊接成型石墨電極,銅箔軟連接石墨治具,軟連接石墨塊生產廠家,抗氧化石墨塊
-
軟連接焊機石墨塊,軟連接石墨塊,高分子擴散焊石墨塊,石墨塊,抗氧化石墨塊,銅排軟連接石墨塊,軟連接石墨塊生產廠家
-
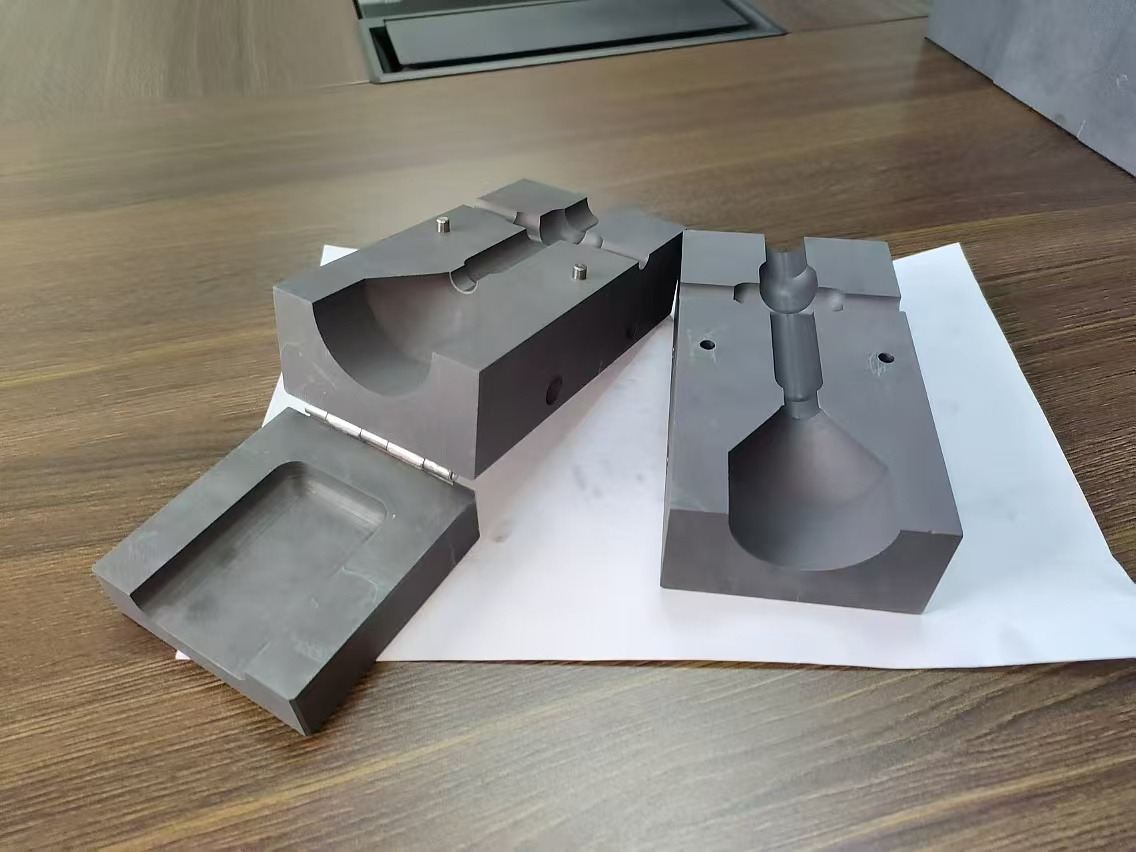
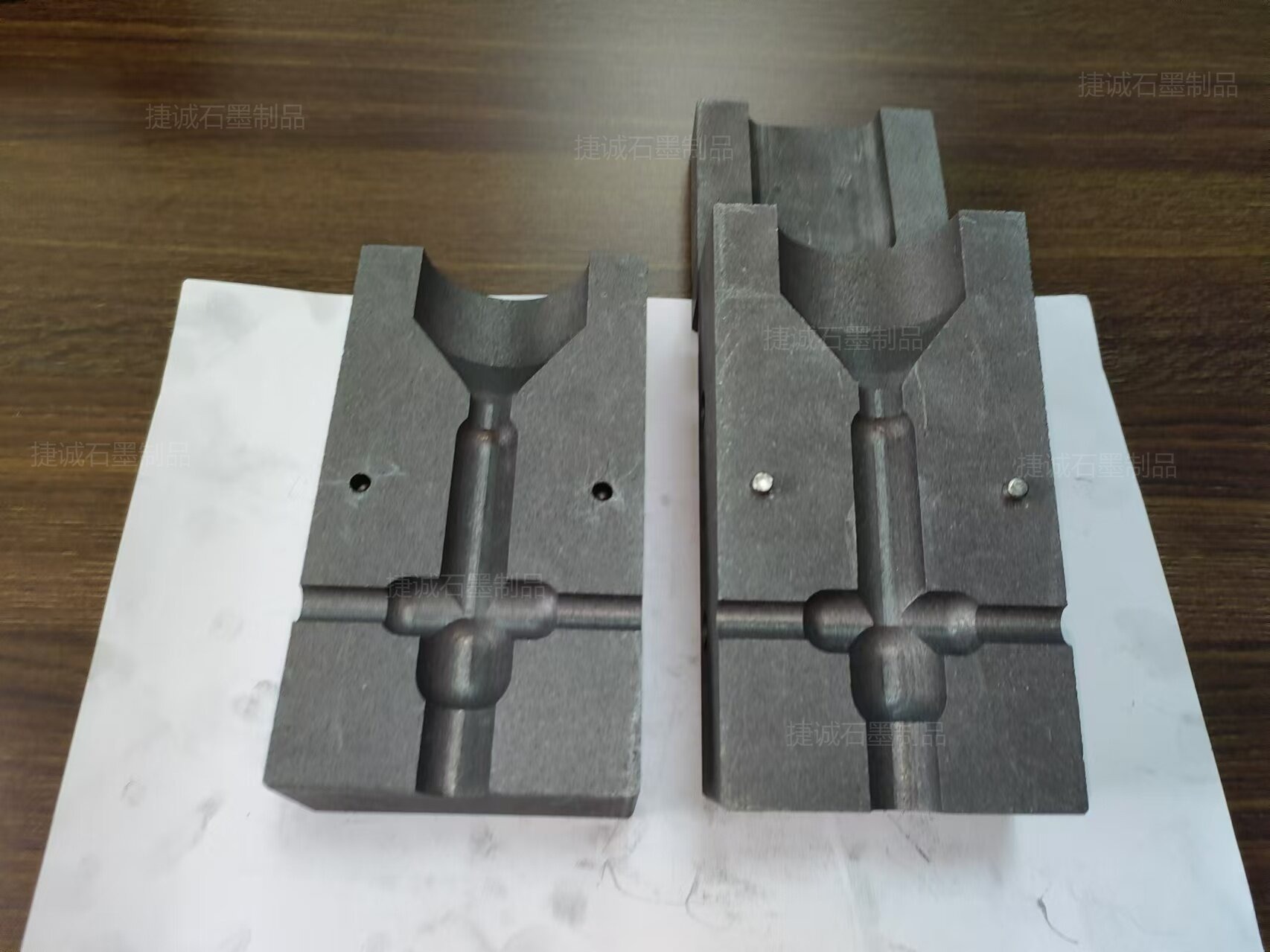
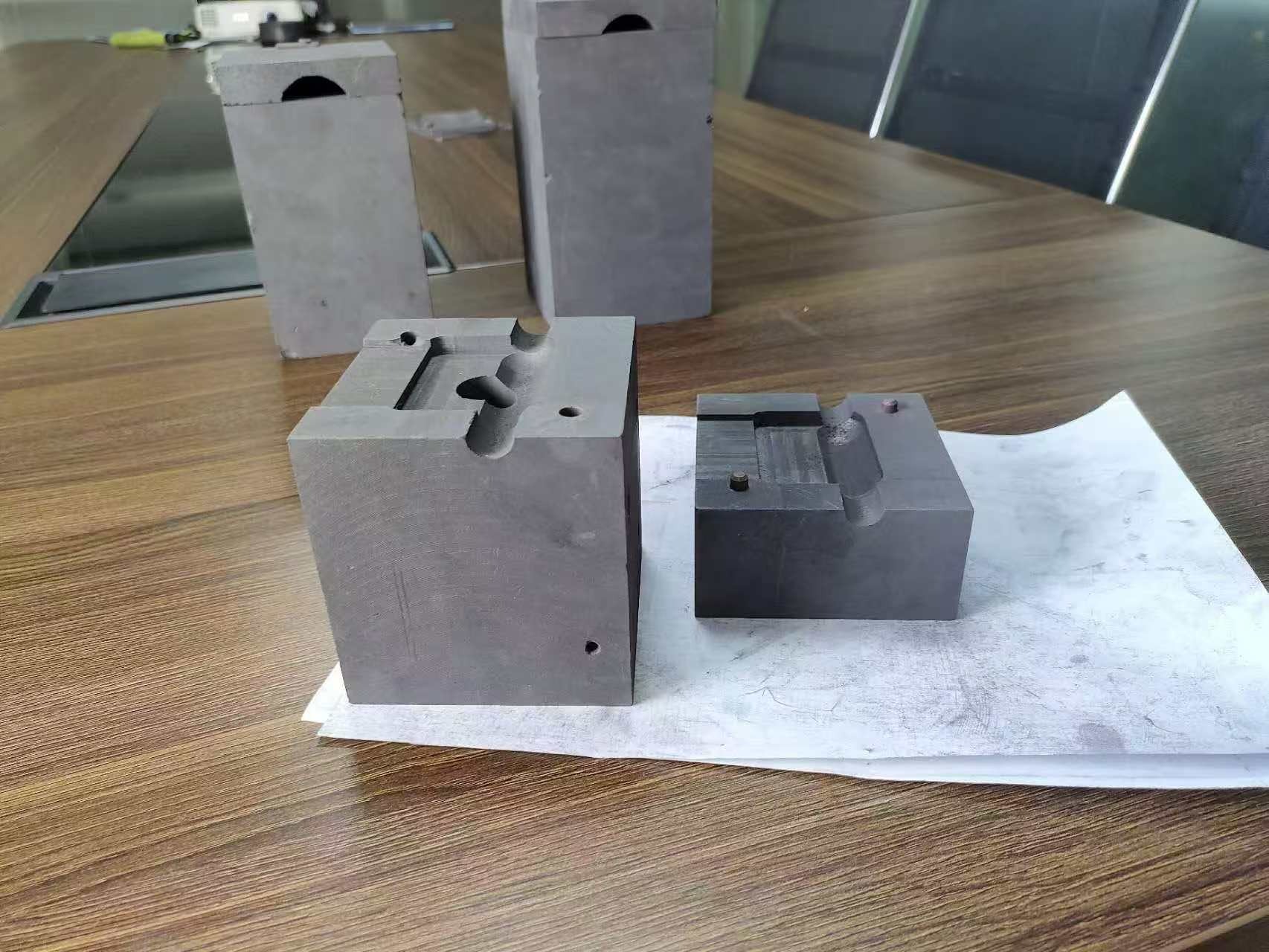
 防雷接地石墨模具,防雷放熱焊接石墨模具,防雷石墨模具,焊接石墨模具,防雷放熱焊石墨模具,放熱焊接石墨模具生產廠家
防雷接地石墨模具,防雷放熱焊接石墨模具,防雷石墨模具,焊接石墨模具,防雷放熱焊石墨模具,放熱焊接石墨模具生產廠家
石墨放熱焊接模具在焊接過程中需求操控多個要害參數,以保證焊接質量和接頭的功能。以下是需求操控的主要參數:
一、溫度操控
預熱溫度:
在正式焊接前,對石墨模具進行恰當的預熱,以削減模具與高溫焊料之間的溫差應力,防止模具開裂或變形。
預熱溫度應根據模具原料和焊接工藝要求來確認。
焊接溫度:
焊接溫度應高于焊料的熔點,但不該過高以防止損壞模具或發生焊接缺點。
設定合適的焊接溫度能夠保證焊料充分熔化并滲透到接頭的縫隙中,構成結實的焊接連接。
溫度穩定性:
在焊接過程中,應堅持模具溫度的穩定性,防止溫度波動過大對焊接質量發生不良影響。
能夠經過運用高精度的溫度操控器和穩定的加熱體系來完成溫度穩定性。
二、時刻操控
加熱時刻:
加熱時刻的長短會影響焊料的熔化和模具的溫度分布。
應根據模具尺度、焊料類型和焊接工藝要求來確認合適的加熱時刻。
焊接時刻:
焊接時刻是指焊料在模具內反應并熔化構成焊接接頭的時刻。
焊接時刻的長短會影響接頭的質量和功能,應根據具體情況進行調整。
冷卻時刻:
冷卻時刻是指焊接完成后模具和接頭冷卻到室溫的時刻。
冷卻速率應適中,防止過快導致模具內部發生應力或變形,以及過慢影響出產功率。
三、壓力操控
夾緊力:
在焊接過程中,需求堅持模具對電力絞線和接地線的夾緊力,以保證它們緊密接觸并構成杰出的焊接連接。
夾緊力的大小應根據模具尺度、焊料類型和焊接工藝要求來確認。
模具與焊料的配合:
模具的開口尺度和形狀應與焊料的尺度和形狀相匹配,以保證焊料能夠順利進入模具并構成杰出的焊接接頭。
四、其他參數
模具原料:
石墨模具的原料應具有高純度、高密度和高抗磨損功能等特點,以習慣高溫焊接過程中的嚴苛條件。
焊藥質量:
焊藥的質量直接影響焊接過程中雜質的生成和焊接接頭的質量。應選用質量可靠、成分穩定的焊藥。
焊接環境:
焊接現場應堅持整齊,防止有易燃物品或雜質干擾焊接過程。
保證通風杰出,防止有害氣體對人體造成損傷。
綜上所述,石墨放熱焊接模具在焊接過程中需求操控溫度、時刻、壓力等多個參數,以保證焊接質量和接頭的功能。同時,還需求注意模具原料、焊藥質量和焊接環境等要素對焊接過程的影響。