

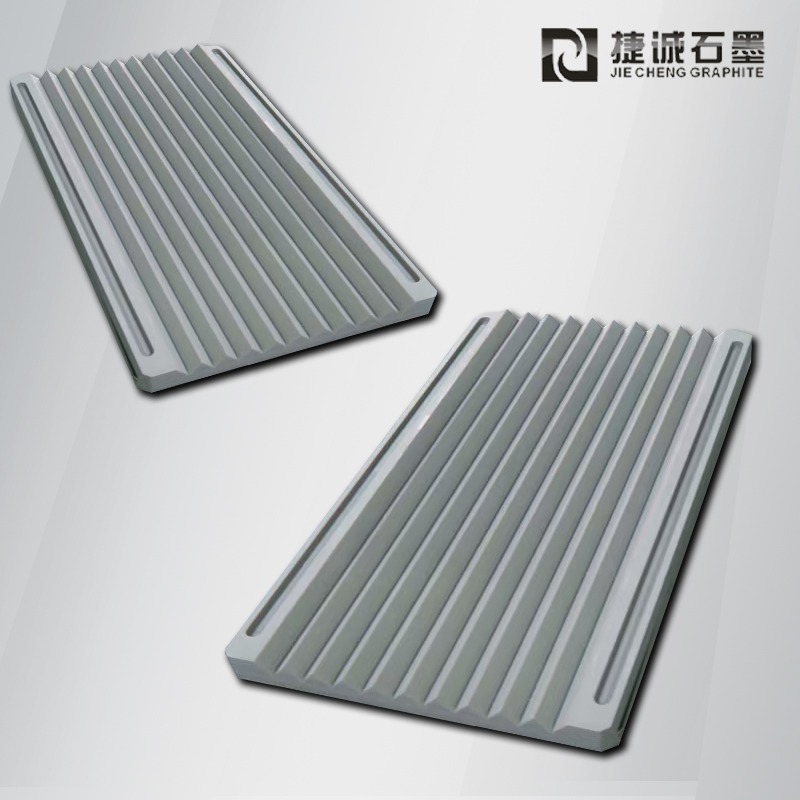
液冷板石墨模具,石墨治具,石墨模具加工廠,水冷板石墨模具,液冷板釬焊石墨模具,水冷板釬焊石墨模具,石墨模具,石墨模具加工,石墨模具生產廠家

捷誠石墨
13549365158
更多信息資訊掃描二維碼咨詢了解





-
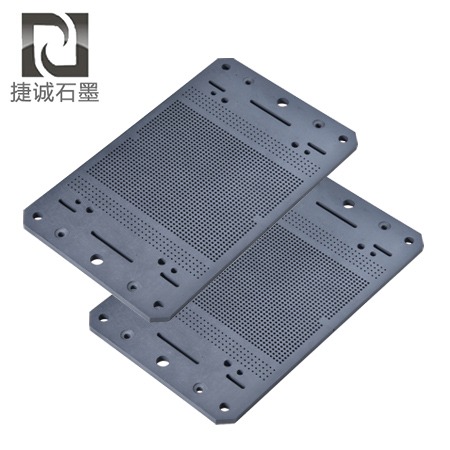
 二極管玻璃燒結石墨治具,半導體封裝石墨模具,電子燒結石墨模具,二極管封裝石墨模具,石墨模具,石墨治具,石墨模具加工,石墨模具生產廠家
二極管玻璃燒結石墨治具,半導體封裝石墨模具,電子燒結石墨模具,二極管封裝石墨模具,石墨模具,石墨治具,石墨模具加工,石墨模具生產廠家 -
 精密電子IC封裝模具,電子燒結石墨模具,石墨模具,燒結石墨模具,半導體燒結石墨模具,二極管封裝石墨治具,石墨模具生產廠家
精密電子IC封裝模具,電子燒結石墨模具,石墨模具,燒結石墨模具,半導體燒結石墨模具,二極管封裝石墨治具,石墨模具生產廠家 -
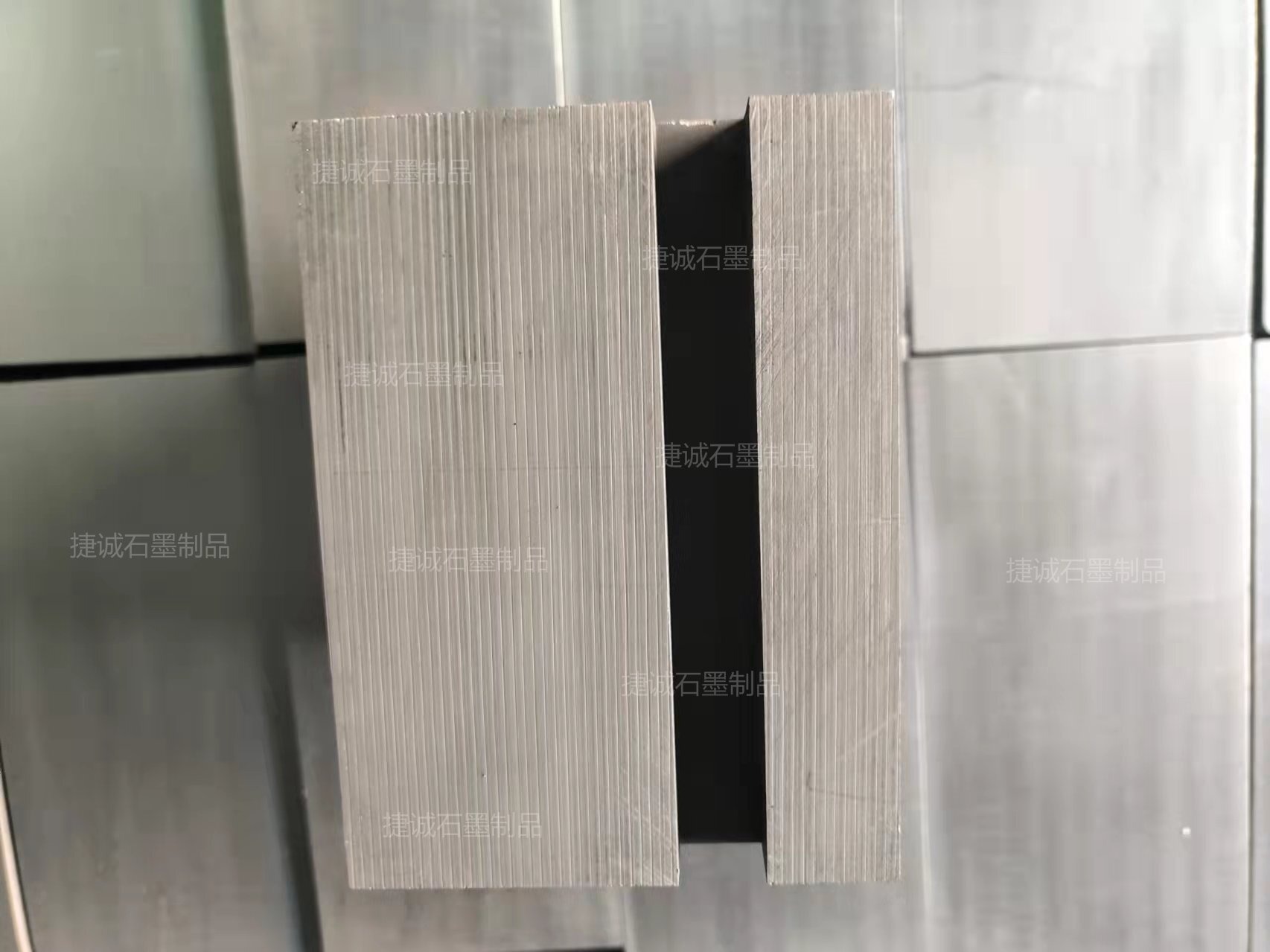 鋁箔軟連接石墨電極,耐用銅箔軟連接石墨電極,銅箔覆鎳焊接石墨塊,軟連接石墨塊,新能源電池連接片焊接模具,銅軟連接焊機石墨電極塊
鋁箔軟連接石墨電極,耐用銅箔軟連接石墨電極,銅箔覆鎳焊接石墨塊,軟連接石墨塊,新能源電池連接片焊接模具,銅軟連接焊機石墨電極塊 -
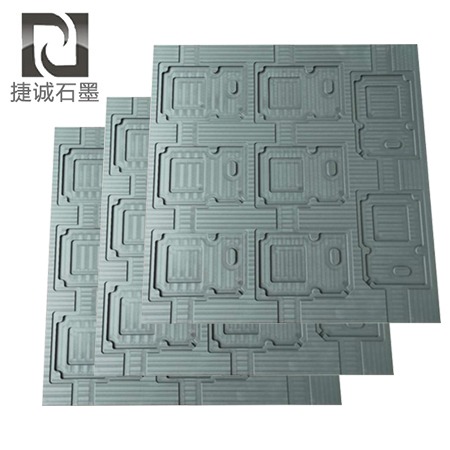
 石墨油槽,高純石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金銀鑄錠石墨模具,鑄錠石墨油槽,石墨鑄錠槽,石墨油槽生產廠家
石墨油槽,高純石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金銀鑄錠石墨模具,鑄錠石墨油槽,石墨鑄錠槽,石墨油槽生產廠家 -
 石墨油槽,鑄錠石墨油槽,高純石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金銀鑄錠石墨模具,石墨油槽石墨鑄錠槽,石墨油槽生產廠家
石墨油槽,鑄錠石墨油槽,高純石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金銀鑄錠石墨模具,石墨油槽石墨鑄錠槽,石墨油槽生產廠家 -
 石墨舟皿,V型石墨舟皿,高純度石墨舟皿,石墨模具,鎢鋼燒結用v型石墨舟皿,高純燒結石墨制品,石墨方舟石墨舟皿,石墨舟皿生產廠家
石墨舟皿,V型石墨舟皿,高純度石墨舟皿,石墨模具,鎢鋼燒結用v型石墨舟皿,高純燒結石墨制品,石墨方舟石墨舟皿,石墨舟皿生產廠家 -
 石墨舟皿,V型石墨舟皿,高純度石墨舟皿,鎢鋼燒結用v型石墨舟皿,石墨模具,鎢鋼燒結用v型石墨舟皿,高純燒結石墨制品,石墨方舟石墨舟皿,石墨舟皿生產廠家
石墨舟皿,V型石墨舟皿,高純度石墨舟皿,鎢鋼燒結用v型石墨舟皿,石墨模具,鎢鋼燒結用v型石墨舟皿,高純燒結石墨制品,石墨方舟石墨舟皿,石墨舟皿生產廠家 -
 高分子擴散焊機石墨電極塊,軟連接石墨塊,抗氧化石墨塊,擴散焊治具,極柱焊接石墨塊,高分子擴散焊機石墨塊,軟連接石墨塊生產出那個價
高分子擴散焊機石墨電極塊,軟連接石墨塊,抗氧化石墨塊,擴散焊治具,極柱焊接石墨塊,高分子擴散焊機石墨塊,軟連接石墨塊生產出那個價 -
軟連接石墨塊,軟連接石墨電極,銅箔軟連接石墨治具,焊接成型石墨電極,銅箔軟連接石墨治具,軟連接石墨塊生產廠家,抗氧化石墨塊
-
軟連接焊機石墨塊,軟連接石墨塊,高分子擴散焊石墨塊,石墨塊,抗氧化石墨塊,銅排軟連接石墨塊,軟連接石墨塊生產廠家
-
 防雷接地石墨模具,防雷放熱焊接石墨模具,防雷石墨模具,焊接石墨模具,防雷放熱焊石墨模具,放熱焊接石墨模具生產廠家
防雷接地石墨模具,防雷放熱焊接石墨模具,防雷石墨模具,焊接石墨模具,防雷放熱焊石墨模具,放熱焊接石墨模具生產廠家
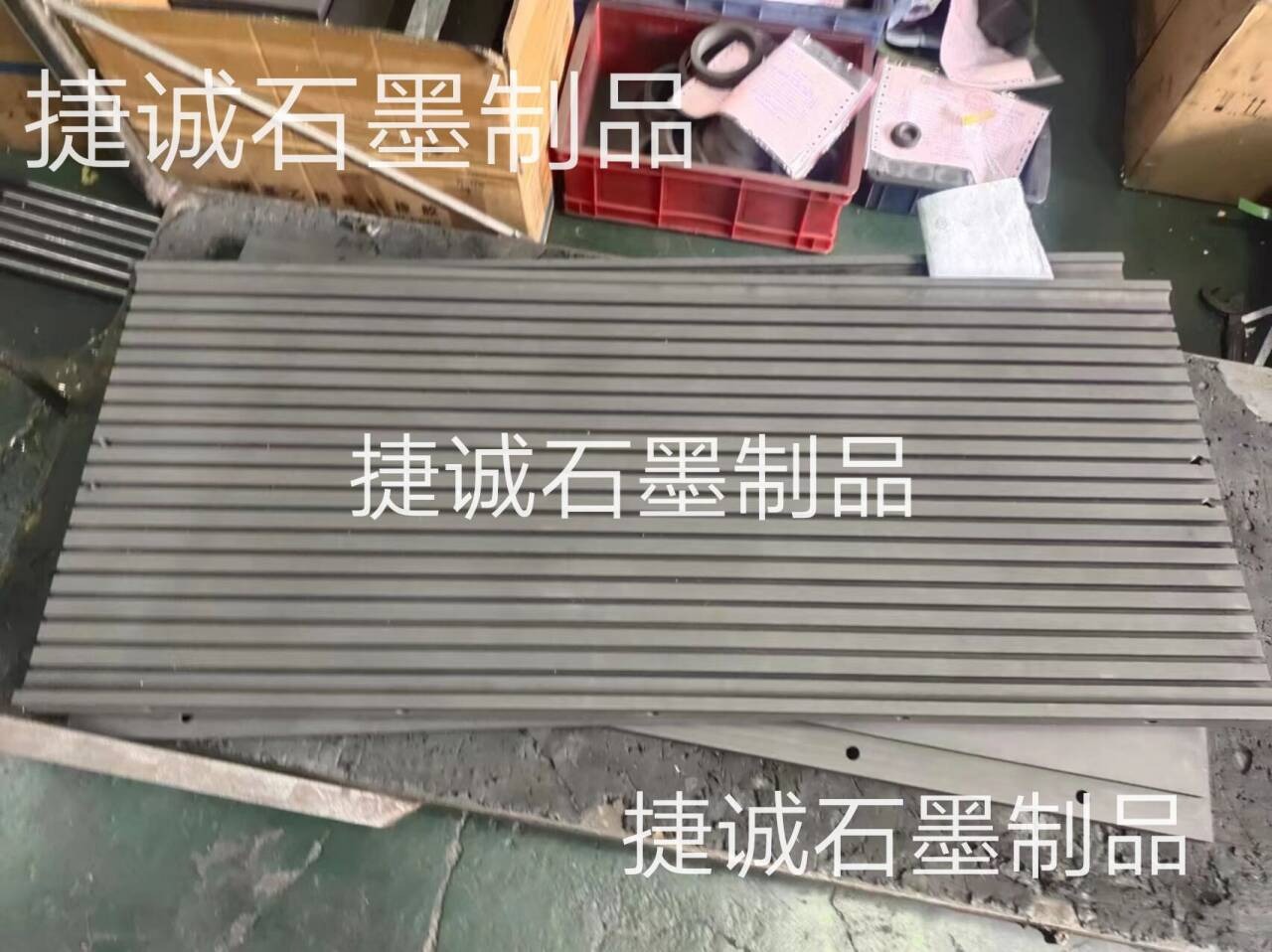
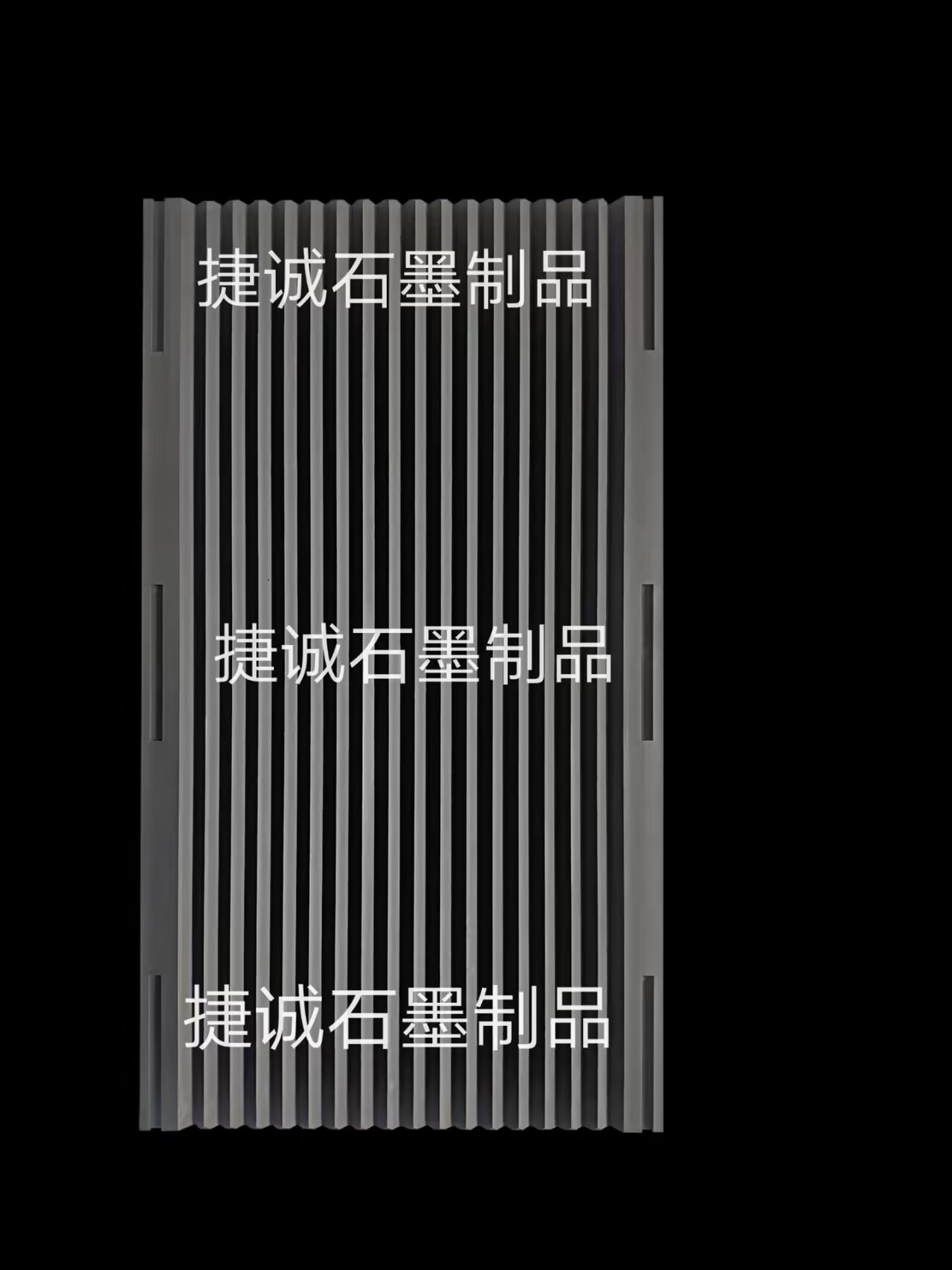
液冷板石墨模具數控粗加工的注意事項如下:
設備挑選與密封性:
石墨加工對設備要求嚴峻,需選用高強度、密封性好的數控機床,防止石墨粉塵進入設備內部。
吸塵強度要高,建議吸塵口靠近加工區域,快速吸塵,并選用守時吹塵規劃,防止粉塵停留。
刀具挑選與磨損操控:
優先選用金剛石涂層硬質合金刀具,防止運用平底刀以防崩邊。
刀具應選用平底帶R角規劃(如0.5R或0.2R),經過圓角過渡削減切削應力。
刀具磨損需實時監測,每加工50模次替換刀片,防止量具等穩固物體接觸刃口。
切削參數優化:
主軸轉速操控在8000-12000rpm,進給速度800-1200mm/min,切削深度≤2mm。
加大進給和切深能延伸刀具壽數,但切深不能超過立銑刀直徑的1/3,以防止工件邊沿崩缺。
加工戰略與途徑規劃:
選用“先粗后精”原則,粗加工階段去除大部分資料,預留余量供精加工。
優化加工途徑,削減刀具空行程,優先加工形狀簡略、精度較低的部位,再處理復雜區域。
加工前在出口端預銑0.5-1mm,防止切削至出口時工件邊沿崩缺。
夾具與裝夾方法:
運用真空治具結束多工件同步加工,保證加工規范穩定性并削減變形量。
裝夾時需操控夾緊力,防止薄壁件或深槽部位因應力會集導致變形。
工件裝夾后需進行基準面校準,保證筆直度符合要求。
粉塵防護與安全操作:
加工區域吸塵器風速需>150米/分鐘,粉塵排出口風速>600米/分鐘。
運用真空治具結束多工件同步加工,保證加工規范穩定性并削減變形量。
裝夾時需操控夾緊力,防止薄壁件或深槽部位因應力會集導致變形。
粉塵防護與安全操作:
加工區域吸塵器風速需>150米/分鐘,粉塵排出口風速>600米/分鐘,保證粉塵及時排出。
操作人員需佩戴防塵口罩及護目鏡,定期收拾機床內部積塵。
加工結束后需對工件進行烘干處理,防止殘留冷卻液導致資料受潮。
加工戰略與途徑規劃:
選用“先粗后精”原則,粗加工階段去除80%資料,預留0.3-0.5mm余量供精加工。
經過途徑優化削減刀具空行程,優先加工形狀簡略、精度較低的部位,再處理復雜區域。